Чертеж трубогиб: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Трубогиб своими руками
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.

- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
 Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.

Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.

Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑
Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑
Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.
Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑
Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться.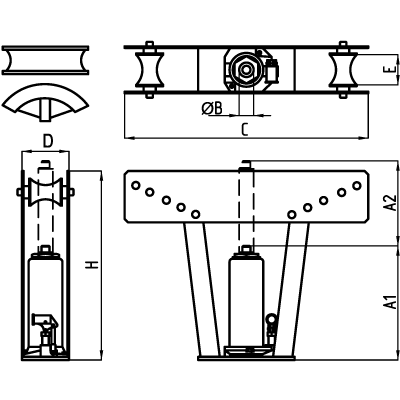 Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Вернуться к содержанию ↑
Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства.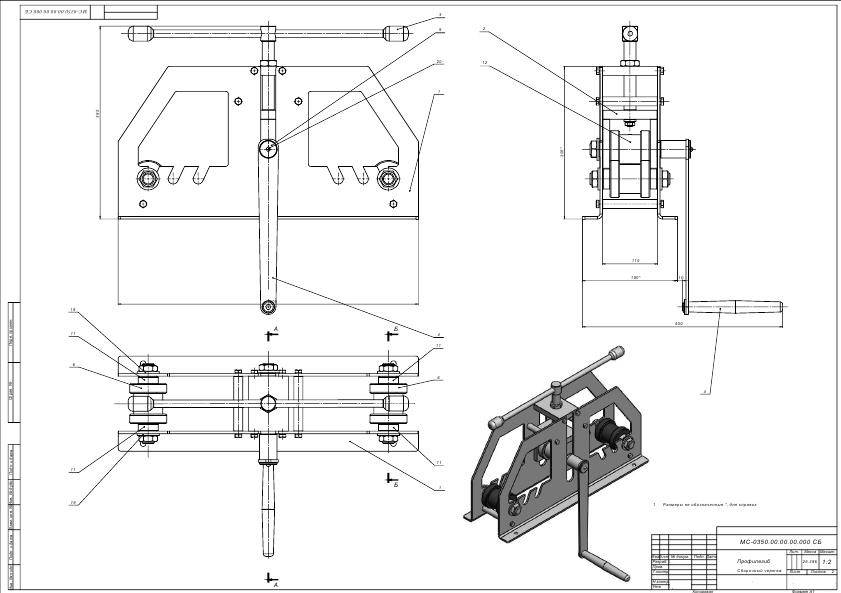 Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Вернуться к содержанию ↑
Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
Интересное по теме:
Трубогиб для профильной трубы по схеме своими руками
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.

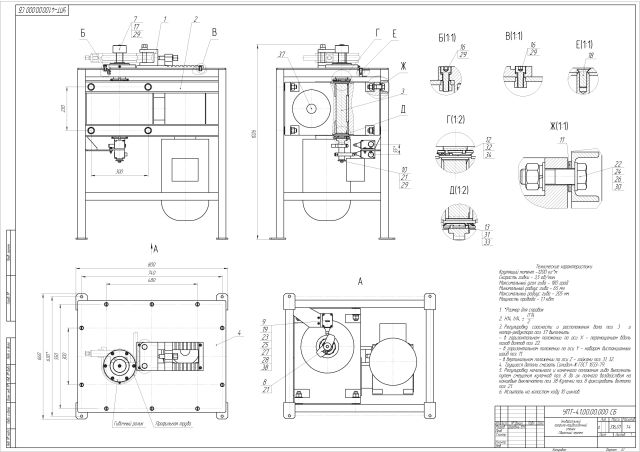
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
- Болты;
- Домкрат;
- Оправка.
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
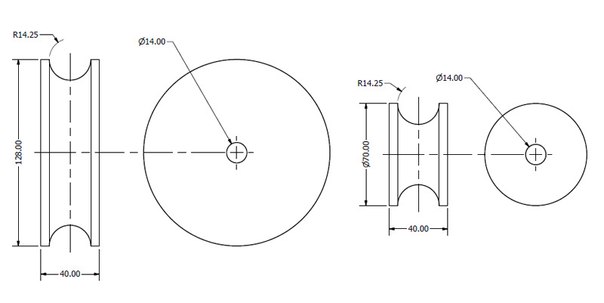
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Похожие статьи:
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата.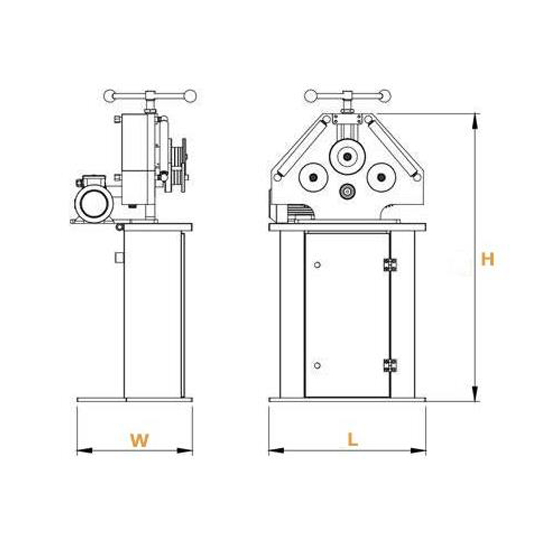 Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
 На один из валов приваривают рукоятку для вращения;
На один из валов приваривают рукоятку для вращения;Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕ
МАТЕРИАЛ
Загрузка…
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕ
чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
- Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
 В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей. Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾»
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½»
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой. Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
 youtube.com/embed/eMyWMTttfsE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/eMyWMTttfsE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки.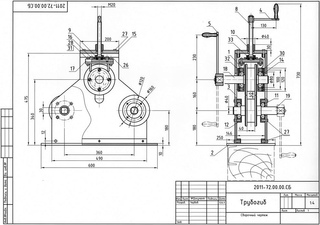 Если превысить критический радиус – труба сложится, как карточный домик.
Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
 youtube.com/embed/bE8ZlijaK7M?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/bE8ZlijaK7M?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
About sposport
View all posts by sposport
Как изготовить трубогиб для профильной трубы своими руками
Автор aquatic На чтение 7 мин. Просмотров 5.8k. Обновлено
При монтаже большинства металлических конструкций требуется сгибание труб под разным углом. Готовое устройство для этого можно купить в магазинах инструментов, но что если оно больше вряд ли пригодится? Стоит ли тратить деньги на механизм, если он в дальнейшем будет пылиться на полке мастерской? Самый простой и логичный выход – соорудить прибор своими руками. Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Самостоятельно изготовленный прибор поможет придать изделию любую форму
Как устроен трубогиб
Металлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Полезная информация! Для подбора трубогиба нужно учитывать не только сечение изделия, но и его профиль. Простые круглые трубы поддаются сгибанию гораздо легче профильных.
 Последние при неправильном подходе могу значительно деформироваться или даже сломаться.
Последние при неправильном подходе могу значительно деформироваться или даже сломаться.Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться.
Как работает прибор для изгибания профиля
Прежде, чем взаться за изготовление самодельного трубогиба для круглой трубы или профиля, нужно понять принцип действия прибора. Действие механизма основано на прокатке или вальцовке. Этот принцип помогает исключить риск случайно деформации и перелома материала. Для придания металлу нужной формы, его вставляют между валами и проворачивают ручку прибора. В результате должен получиться заданный изгиб.
Меняя валики, можно добиться разного изгиба
Трубогиб своими руками для профильной трубы: виды приборов
Приборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Обратите внимание! Неправильное использование станка может привести к изменению внутреннего диаметра труб, сминанию поверхности и изменению толщины стенок.
Ручной трубогиб
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический прибор
Это устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемы
Самое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
Полезная информация! Металлические части конструкции нужно тщательно смазывать для защиты от ржавчины. Можно предусмотреть даже специальный отсек для автоматической подачи смазки.
Модель №1 – прокатная
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.
Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2
Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Совет! Прикручивая детали, нужно ориентироваться на диаметр трубы. Она должна легко вставляться и фиксироваться.
Результат на фото:
Образец модели
Модель №3
Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.
- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.
Совет! Если вручную не хватает сил выполнить нужный изгиб, можно использовать лебёдку.
Результат работы:
Трубогиб из фанеры
Применение гидравлики
Для гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста
Видео: ручной самодельный трубогиб своими руками для профильной трубы
Для сооружения прибора сгибания труб можно использовать готовые чертежи. Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
 youtube.com/embed/uLPqia3Asv0?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/uLPqia3Asv0?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Рекомендации профессионалов
- Для сгибания металлопрокат нужно нагреть, особенно с внешней стороны диаметра.
Нагреть трубу можно газовой горелкой
- Чтобы предотвратить деформацию, трубу перед сгибанием нужно заполнить песком.
Песок не позволит трубе переломиться
- Не уверен в результате – не берись. Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
Делаем выводы
Вполне реально выполнить несложное устройство для сгибания металлопроката своими руками. Если необходимо изготовить сложную по конфигурации металлическую конструкцию, лучше воспользоваться прокатным методом. Для пары-тройки простых изгибов подойдёт приспособление с использованием крюков.
С помощью трубогиба можно получить любую форму
Стоит помнить, что неправильное соотношение усилия и чрезмерная торопливость может привести к непоправимой деформации материала.
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные машины для труб и трубогибочные машины Ercolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб. Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы.Матрица для встречного изгиба или пресс-форма прилагает к трубе противоположную силу, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы.Матрица для встречного изгиба или пресс-форма прилагает к трубе противоположную силу, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных вытяжных машинах Ercolina
Ротационные волочильные станки
являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, отводы поручней и возврат стен, поручни для инвалидов, мебель и рамы для вывесок, нестандартные детали транспортных средств, такие как каркасы, щетки и т. Д. нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные машины, которые могут производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina внесла новшества и изменила рынок, предлагая быструю и повторяемую качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются рентабельные решения, позволяющие конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов. С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станок
Ercolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на кредит, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды с разными сроками, чтобы удовлетворить ваши требования.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь, чтобы определить, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
Трубогибы — Металлообработка
В Baileigh мы являемся экспертами в области трубогибов с более чем 15-летним опытом инноваций.Что отличает наши трубогибы от трубогибов? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов — от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Подробнее
Читать меньше
Ручные роторные ленточнопильные станки Посмотреть все
Нужно изготавливать единичные детали? Выбирайте недорогой ручной трубогиб. Наша конструкция позволяет изгибать трубу на 180 °, не перемещая фиксирующие штифты.Эти гибочные машины начального уровня имеют стальную или чугунную раму. Подробнее о Ручные ротационные ленточнопильные машины
Гидравлические роторные ленточнопильные станки Просмотреть все
Сделанные в США, наши гидравлические трубогибы позволяют выполнять производственные партии поручней, шасси, каркасов безопасности и многого другого.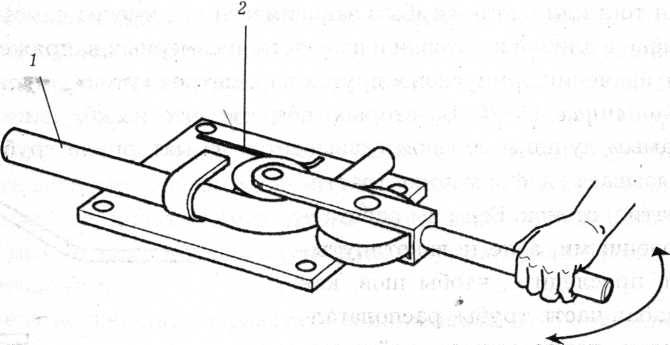 Дизайн без помощи рук и съемные инструменты сэкономят время в вашем магазине. Подробнее о Гидравлический ротационный ленточнопильный станок
Дизайн без помощи рук и съемные инструменты сэкономят время в вашем магазине. Подробнее о Гидравлический ротационный ленточнопильный станок
Наш автомобильный глушитель включает полный набор инструментов для гибки, развальцовки, развальцовки и обжатия труб глушителя.Эта машина может сократить аутсорсинг и увеличить прибыль вашей автомастерской. Подробнее о Выхлопные трубы
Изготовленный из тяжелой стали, каждый станок для гибки труб на оправке Baileigh может сгибать тонкостенные трубы с получением малых радиусов. Наша линия варьируется от небольших ручных моделей до автоматических станков для гибки оправок для промышленного производства. Узнать больше о Станки для гибки оправок
Вальцегибочные станки позволяют создавать широкие изгибы с большим радиусом.Мы предлагаем ручные вальцегибочные станки (для малых диаметров), гидравлические вальцегибочные станки (большие и толстые трубы) и вальцегибочные станки с ЧПУ (сложные гибы и высокая производительность). Узнать больше о Вальцегибочные машины
Ротационные вытяжные машины | Трубогибы
Ручной трубогиб от Baleigh Industrial обеспечивает точных результатов по невысокой цене — отличный вариант для любителей и магазинов, изготавливающих единичные детали.Вы получите преимущества нашего лидирующего в отрасли дизайна и качественных материалов , не тратя больше на производственный гибочный станок.
Почему стоит покупать ручной трубогиб от Baileigh?
- Эффективная конструкция без штифта — Изогните трубку на 180 ° без необходимости перемещать фиксирующие штифты. Ваш магазин сэкономит время, так как вам не придется останавливаться и повторно приколоть матрицу.
- Конструкция из стали или чугуна — Наши ручные гибочные станки изготавливаются из прочных материалов, поэтому они служат долго и остаются точными.
- Пожизненная техническая поддержка по телефону — Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Мы производим 2 вида ручных трубогибов:
- Простые ручные гибочные станки , такие как RBD-10 и RDB-25 — эти модели позволяют сгибать трубки и трубы небольшого диаметра. Они поставляются с несколькими наборами штампов.
- Гибочные станки с храповым механизмом , такие как RBD-50 и RDB-100 — эти модели могут выполнять гибку большей грузоподъемности.Длинная ручка дает вам возможность сгибать материал без напряжения.
Подробнее
Читать меньше
325 долларов.00
$В наличии
- Диаметр круглой трубы 7/8 «
- Вместимость трубы квадратного сечения 1 дюйм
- . 047 «толщина стенки
- Включает 8 штампов для круглых и квадратных труб
940 долларов.00
$В наличии
- Ручной трубогиб для гидравлических линий
- Изгиб до 180 °
- Включает 10 комплектов матриц, наружный диаметр от 1/4 «до 5/8»
1334 доллара.00
$В наличии
- Трехскоростной трубогиб с ручным управлением.
- Изгиб до 200 °.
- 2.Емкость трубки 5 дюймов из низкоуглеродистой стали и трубки 2 дюйма из хром-молибдена.
- Трехскоростной трубогиб с ручным управлением.
2570 долларов.00
$В наличии
- Ручной ротационный трубогиб и трубогиб
- Диаметр трубки 1,75 дюйма
- Диаметр трубы из низкоуглеродистой стали 1 дюйм, сортамент 40
- Максимум 10.5 «CLR
 047 «толщина стенки
047 «толщина стенки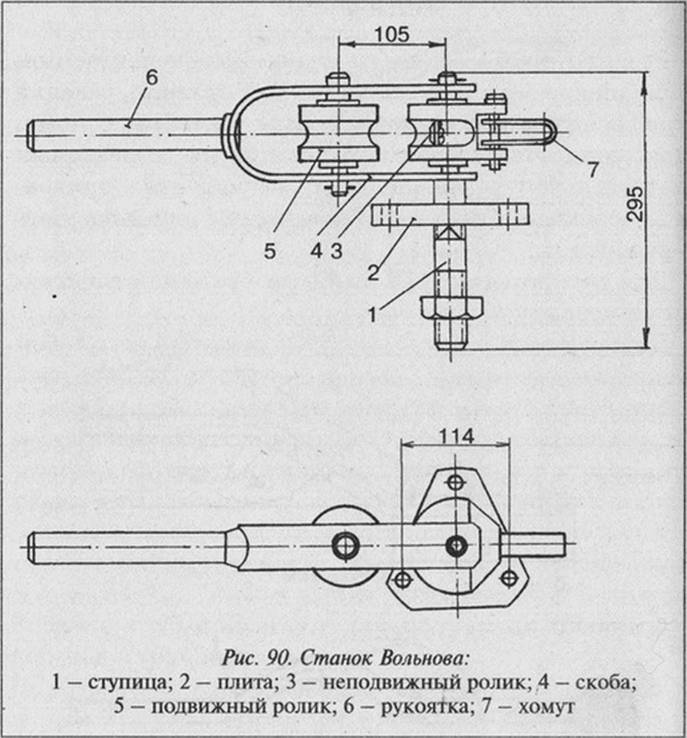
Ручной трубогиб RDB-050 | Бейли Бендер
Нужен доступный по цене, но мощный гибочный станок с мощностью, достаточной почти для любого цеха по изготовлению шасси ? Запатентованный Baileigh ручной трубогиб RDB-050 является революционным по функциям, производительности и эффективности.
- Отборы до 2.Низкоуглеродистая сталь с внешним диаметром 5 дюймов и толщиной стенки 0,120 дюйма и хромомолибденом с наружным диаметром 2 дюйма и толщиной стенки 0,120 дюйма.
- Выберите из 3 скорости гибки , в зависимости от типа материала, внешнего диаметра и толщины стенки, до подходящей скорости для каждого применения.
- Скорость 1 обеспечивает 4 ° за одно усилие. Эта скорость имеет наибольший крутящий момент, подходящий для гибки хромомолибденовой стали с внешним диаметром 2 дюйма или низкоуглеродистой стали с внешним диаметром 2,5 дюйма.
- Скорость 2 обеспечивает 8 ° за тягу для промежуточных материалов.
- Скорость 3 обеспечивает 12 ° за один проход для более легких материалов.
- Изгиб до 200 ° за один выстрел без остановки и перезапуска станка.
- Механизм предотвращения пружинения удерживает каждый изгиб на месте, пока оператор движется вперед.
- Нет необходимости в сборке или разборке для выполнения изгиба.
- Во всех шарнирах используются втулки из алюминиевой бронзы и упорные шайбы для увеличения срока службы машины.
- Быстроразъемные вставки для рычагов помогают при замене машины на трубки другого размера. Вы можете выполнить полное переключение за 1 минуту или меньше .
- Просто подойдите к машине, вставьте трубку во вставку крюка и начните сгибать. Когда изгиб будет завершен, верните тренажер в исходное положение, вытяните изгиб — и все готово.
- Поставляется в комплекте с подставкой, поворотной ручкой и циферблатом .Просто добавьте инструменты, и вы готовы изгибать трубу.

Добавьте этот ручной трубогиб сегодня в корзину!
Позвоните нам по телефону 1-920-684-4990 , чтобы поговорить с представителем службы поддержки клиентов или , заполните нашу контактную форму .
Патент США № 8,171,765
Образец списка инструментов
Ротационный волочильный станок: объяснение основ гибки труб
Чтобы приступить к изгибу трубы или трубы с помощью ротационного волочильного станка Memoli, мы составили эти основные условия изготовления металла, чтобы сделать первый опыт гибки простым возможный.
Радиус центральной линии (CLR):
Говоря о радиусе штампа, мы имеем в виду радиус центральной линии (CLR), возникающий в результате изгиба. CLR — это расстояние от центра кривизны до центральной линии (оси) трубы.
При выборе штампа факторы, которые будут влиять на выбранную CLR, включают тип и марку материала, который будет изгибаться, толщину стенки, наружный диаметр, применение или конструкцию конечного продукта, а также требуемый общий внешний вид.
Внешний диаметр (OD):
Внешний диаметр (OD) — это расстояние по крайним внешним размерам трубы или трубы.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между внешним диаметром и внутренним диаметром трубы, измеренное в тысячных долях дюйма.Для трубы: График определяет толщину стенки. При измерении этого значения важно использовать точные измерители.
Соотношение между внешним диаметром и толщиной стенки имеет важное значение при выборе штампа.
Угол изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинная:
Причина упругого возврата — неравномерное растяжение материала при изгибе. Материал осевой линии пытается вернуться к своей первоначальной форме, но сдерживается твердым материалом с обеих сторон.Эффект заметен, когда материал вынимается из гибочного станка.
Пружинность должна быть компенсирована добавлением коэффициента упругости в программное обеспечение Memoli до желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив тестовые изгибы. Пружинность не является постоянным фактором для всех материалов и даже может меняться в материалах с одинаковым наружным диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии материала, которую вы покупаете.
Чрезвычайно важно выполнять пробные изгибы каждой партии материала, которую вы покупаете.
Пример настройки Springback с ротационным ленточнопильным станком Memoli:
Если вы хотите согнуть кусок трубки под углом 90 градусов, и вы определили в своих тестовых изгибах, что материал будет отжиматься на 5 градусов, вы должны установить пружинение сгиба программного обеспечения Memoli на 5 градусов и добиться желаемого изгиба на 90 градусов когда вы снимаете трубку с гибочного станка.
Краткое руководство по использованию ротационного трубогибочного станка
Как одна из наиболее распространенных форм гибки труб и труб, гибка ротационной вытяжной трубы используется во многих различных отраслях промышленности для множества применений. Ключом к успешному использованию этого стиля гибки является выбор правильного ротационного трубогиба и правильного инструмента для конкретного применения.
Ротационный трубогибочный станок Опции
Имеется множество опций станка для применений, где уместна гибка ротационной вытяжной трубы.Часто лучше проконсультироваться со специалистом по конкретным параметрам машины, но в целом есть несколько соображений, которые помогут вам сузить круг вопросов.
Одной из вещей, которая больше всего повлияет на поиск машины, будет сложность поворота, который вам нужно будет сделать. Материал, который вы изгибаете, и объем гибки также являются важными показателями машинного стиля. Эти характеристики помогут вам определить такие вещи, как мощность, необходимая для машины, тип инструментов, которые вам понадобятся, или если вам нужна машина специального назначения (например, для очень маленьких и очень больших трубок иногда требуются специальные машины).
Другие факторы, которые могут повлиять на ваш выбор станка, могут включать любую конечную отделку, которую вы намереваетесь выполнить, если станок необходимо интегрировать в существующую производственную линию, или если вам нужно выполнять одновременную гибку нескольких труб.
Выбор оснастки
Для любого проекта гибки вам понадобится несколько основных инструментов. Во-первых, вам понадобится гибочный штамп. Плашки для гибки используются для формирования трубы и определения радиуса изгиба. Зажимная матрица также необходима для захвата трубки против гибочной матрицы при ее вращении.Пресс-матрица вдавливает трубку в гибочную матрицу и прикладывает давление, необходимое для гибки трубки. Грязесъемник поддерживает трубку с внутренней стороны изгиба, чтобы предотвратить образование складок.
Здесь вы можете узнать больше о наиболее часто используемых инструментах для гибки. В целом, однако, необходимо подбирать инструменты определенного стиля, размера и материала для конкретного применения. Например, при использовании оправки вы обычно выбираете стальную или хромовую оправку для гибки стальных, медных, алюминиевых или бронзовых труб, а алюминиевую оправку — для гибки труб из нержавеющей, титановой или инконель-стали.
Узнать больше
Если вам интересно узнать больше о ротационных трубогибочных станках и гибке, можно начать с Введение в ротационные гибочные инструменты. На этом ресурсе есть множество простых для понимания диаграмм и изображений, которые сопровождаются четкой информацией, знакомящей читателей с основами инструментов для гибки. Внутри путеводителя вы заполняете находку:
- Инженерные инструкции
- Изгиб с малым радиусом
- Завершение рассмотрения заявки
- Особые соображения и области применения
- Резюме и преимущества
Щелкните здесь, чтобы загрузить «Введение в инструменты для гибки ротором».
Вас могут заинтересовать эти другие сообщения о гибке труб:
Bender Tech — Rogue Fabrication
Наша команда имеет опыт, чтобы предоставить вам правильные матрицы с правильным OD (внешний диаметр) и CLR (радиус центральной линии или «размер изгиба») с вашим трубогибом. Большинство из этих применений — сталь, но некоторые другие. Некоторые материалы более склонны к растрескиванию, например, алюминий. Некоторые материалы, например медь и нержавеющая сталь, более склонны к образованию складок.Хорошо изгибаемые материалы включают Docol R8, 4130 Chromoly, углеродистую сталь и Sandvik 2507 Duplex Stainless.
Большинство из этих применений — сталь, но некоторые другие. Некоторые материалы более склонны к растрескиванию, например, алюминий. Некоторые материалы, например медь и нержавеющая сталь, более склонны к образованию складок.Хорошо изгибаемые материалы включают Docol R8, 4130 Chromoly, углеродистую сталь и Sandvik 2507 Duplex Stainless.
«Соотношение D» и «Соотношение стенок» штампов:
Есть два соотношения, о которых вы должны знать, по крайней мере, когда дело доходит до штампов, это соотношение D и соотношение стенок (или просто «D и WR»). «D» матрицы — это CLR, деленная на наружный диаметр трубы или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для трубки диаметром 1 дюйм — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, с 3.0 является обычным нижним порогом для большинства отраслей. WR (или соотношение стенок) основывается только на материале, но не имеет отношения к выбору штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, труба с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75 / 0,120 = 14,58. Все, что для WR старше подросткового возраста, попадает в сложную зону для изгиба. Когда у вас отношение D равное 3 или ниже и отношение стенок от среднего до высокого или выше, вы можете ожидать, что ваша деформация составит 10% или больше (это означает, что 2-дюймовая трубка деформируется примерно до 1.80 в середине изгиба). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом параграфе, поэтому, пожалуйста, полагайтесь на этот ресурс для ваших окончательных критериев выбора кристалла. Вот несколько рекомендаций по выбору кубиков в зависимости от того, что вы делаете:
4х4 проекты:
(каменные шезлонги, багги, клетки для экзо, клетки кабины, джипы, тойоты и т. Д.): Используйте трубную матрицу с внешним диаметром 1,75 (1 3/4). Вы будете использовать стенку 0,120, и она будет лучше всего смотреться на матрице с радиусом изгиба 6 дюймов, но ее можно сделать и на матрице 4.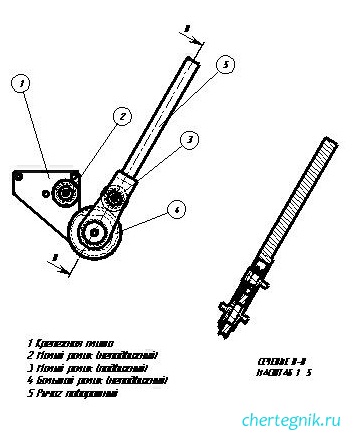 5 CLR с большей деформацией.
5 CLR с большей деформацией.
Клетки NHRA / SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам нужно будет получить свой свод правил, чтобы определить все нужные вам размеры. Например, 25.3 SFI также использует 3/4 ″, 1 ″, 1 1/8 ″, 1 1/4 ″ и 1 1/2 ″. Приобретите 6.0 CLR для всех размеров, которые вы покупаете, с наружным диаметром более 1,25, чтобы иметь возможность изгибаться к используемой тонкостенной трубке. Помните, что в своде правил указаны минимальная толщина стенок и минимальный диаметр, вы всегда можете увеличивать и увеличивать толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта.Справочник NHRA охватывает автомобили за 8,50 секунд (прошедшее время) на дистанции 1/4 мили и медленнее, и это бесплатно из онлайн-NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их в SFI).
SCCA / NASA / автокросс / ралли-кросс / Pro Touring / шоссейные клетки:
Технические характеристики
SCCA / NASA сильно различаются в зависимости от гоночного класса и веса автомобиля, из которых наиболее распространены трубки с внешним диаметром 1,625 (1 5/8 ″). Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется 1.75 (1 3/4) НД. Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA / SFI выше.
ОЦЕНКА на бездорожье:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): перейдите на веб-страницу SCORE для получения дополнительной информации. По состоянию на 05.06.17 автомобили с гоночной длиной более 4400 фунтов должны использовать трубы с внешним диаметром 2,00 дюйма и стенкой минимум 0,120 дюймов для основной конструкции каркаса. Мы предлагаем только 2-дюймовые матрицы с радиусом 6 дюймов, которые изгибают стену на 0,120 ″. В 2017 году компания SCORE опубликовала пересмотренный вариант своих правил, требующий, чтобы все сепараторы были «изгибами оправочного типа».Мы полагаем, что это не было хорошо понятно автором при написании. SCORE ежегодно утверждает множество каркасов, которые не изгибаются на оправке, но технически этого требует их документация. Посмотрите в другом месте на этой странице и в нашем магазине, как M600, который мы проектируем и продаем, является единственным доступным по цене станком для гибки стержней в мире. Вы должны иметь возможность изготавливать клетку, отвечающую требованиям SCORE, без оправки, но теперь это серая область из-за того, что их процесс проверки не соответствует их документации.
Sand Cars:
(песчаные рельсы, багги для дюн и т. Д.): Как правило, они никоим образом не регулируются.У нас есть калькулятор трубок, который поможет вам сравнить материалы, и помните, что это ваша безопасность на линии. Свет быстр, а легкий и быстрый может быть опасен. Эти проекты варьируются от легких машин с двигателями VW до автомобилей с двигателями LS мощностью 1000+ лошадиных сил. С небольшой стороны, для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте матрицу CLR с внешним диаметром 1,5 x 6). Для более тяжелых и быстрых проектов рекомендуется использовать 1,75 x 0,095 (внешний диаметр 1,75 x 6 CLR). Сэкономьте на более коротких опорных трубках, купив вторую и третью матрицу, уменьшив размер первичной трубки на 1/4 ″ и 1/2 ″.Рекомендуемые матрицы: 1,5 x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
По бокам, SXS, RZR и т. Д .:
Мы рекомендуем использовать тот же внешний диаметр, который был у вас на складе, чтобы клетка могла использовать все болты на всем, что идет с ней (зеркала, крепления для ремня, огнетушитель, фары и т. Д.). Это 1.75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого OD 2.0. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки — 1.25 OD, и мы рекомендуем матрицу 4,5 CLR для этого приложения.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не описанная в другом месте в этом разделе), мы рекомендуем внешний диаметр 1,75 для автомобилей весом более 3500 фунтов, 1,625 (1 5/8 ″) для автомобилей весом более 3000-3499 фунтов и трубку с внешним диаметром 1,50 для автомобилей весом менее 3000 фунтов . Мы не несем ответственности за решения, которые вы принимаете в отношении своей сборки. Это всего лишь руководство, которое поможет вам учиться. Толщина стенок варьируется и обычно бывает в пределах .120 и .095, а иногда и составляет 0,083 (.083).083 — это обычно сплав 4130). Помните, что клетки и шлемы обычно идут вместе, и вам нужно будет обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
JEEP Wrangler (TJ / LJ / JK):
Большинство наших клиентов используют стенку 1.75×120, вы можете выбрать матрицу CLR 4.5 или 6.0. Клетка OEM на TJ / LJ имеет наружный диаметр 2,125 (2 1/8 ″). Jeep использовал этот большой наружный диаметр в попытке компенсировать серьезное отсутствие трубок и триангуляции, присутствующей на стандартной клетке, а также все неподдерживаемые изгибы.Стандартный каркас безопасности совершенно не подходит для многих ситуаций, связанных с опрокидыванием бездорожья, но может быть сильно усилен / реконструирован для обеспечения безопасности, если все сделано правильно.
Поручни:
Труба сортамент 40 диаметром 1 1/4 дюйма является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и стоит очень недорого. Вы можете использовать кристалл CLR 4.5 или 6.0. Этот материал имеет наружный диаметр 1,66.
Работа на лодке:
Спортивные лодки имеют вейк-башни, построенные из 1.50 труба (материал с внешним диаметром 1,90… труба, а не труба) в большинстве случаев. Алюминий — предпочтительный материал. Приобретите пресс-форму CLR размером 1,90 x 6 из нашего ассортимента пресс-форм для труб, а также прижимные ролики или пресс-формы из сверхвысокомолекулярного сверхвысокого молекулярного веса, чтобы вы могли гнуть алюминий. Рыболовные и другие прогулочные катера часто имеют ракетные установки, стойки для удочек, бимини и топы от купальника, Т-образные топы и т.