Как правильно нарезать резьбу клуппом: Как нарезать резьбу на водопроводной трубе: обзор способов
разбор нюансов и последовательная инструкция
Где и когда необходим инструмент
Клупп – приспособление для нарезки метрической, упорной, трубной резьбы на изделиях из металла или других твёрдых материалов. Это металлический цилиндр со сложной геометрией корпуса и съёмными резцами гребёнчатой формы внутри, которые делают прорези в металле. В отличие от разборного клуппа, привычная плашка (в быту лерка) – инструмент монолитный, поэтому её используют всё реже.
Клупп относится к профессиональному резьбонарезному оборудованию, но в быту применяется так же часто, как и на производстве. Популярность прибора обусловлена его низкой ценой, простотой конструкции и удобством использования в самых неудобных местах.
Для чего предназначено приспособление
Чаще всего домашние мастера приобретают клупп для создания резьбы на трубах. Если вы не знаете, где и как нарезать резьбу клуппом, то инструмент используют для решения следующих проблем:
Нарезка резьбы на трубном каркасе сборных сооружений. Это могут быть стеллажи, гаражные полки, парники или теплицы, беседки или садовые павильоны, скамейки и стулья, столы.
Это могут быть стеллажи, гаражные полки, парники или теплицы, беседки или садовые павильоны, скамейки и стулья, столы.
При сборке внутренней системы трубопроводной подачи воды в ГВС, ХВС из оцинкованных трубопроводов, труб из сплавов и нержавейки.
При монтаже отопительных систем на таких же трубах для стыковки и присоединения чугунных, биметаллических, алюминиевых или стальных радиаторов.
При конструировании внутреннего газопровода по дому.
При работе с узлами и элементами самодельных устройств и оборудования из металла, а также с толстостенными ПП или ПНД изделиями.
В резервуарах для создания резьбы на внутренних магистралях или на водоотводных трассах.
При бурении скважины на участке – чтобы соединять буровые штанги.
 Это могут быть стеллажи, гаражные полки, парники или теплицы, беседки или садовые павильоны, скамейки и стулья, столы.
Это могут быть стеллажи, гаражные полки, парники или теплицы, беседки или садовые павильоны, скамейки и стулья, столы.
Недорогой клупп продаётся в ручном или электрическом вариантах.
Последовательность работ
Существует два варианта, как нарезать резьбу клуппом вручную: на неподвижных деталях или в слесарных тисках с механическим ручным зажимом. В промышленных масштабах выпускаются ниппель-зажимы с головкой-расширителем, который помещается внутрь стального изделия. Связанный с расширителем шток передаёт вращение на головку, отчего она постепенно раскрывается и плотно прилегает к внутренним стенкам трубы. В тисках зажимается не деталь, а зажим-ниппель. Если зажимать в тисках деталь, то её можно повредить губками тисков.
Рекомендации о том, как правильно нарезать резьбу клуппом на разборных трубных конструкциях, состоят из следующей последовательности операций:
Сначала необходимо отрезать торец изделия перпендикулярно его центральной оси, и зачистить кромку от заусенцев. Для выдерживания прямого угла рекомендуется участок разреза обмотать изолентой или цветным скотчем до параллельного расположения кромок ленточного маркера и трубы, затем обрезать трубу по границе скотча.
Зажать изделие в слесарных тисах, конец оставить свободным на 110-120 мм.
Нанести на торец трубы каплю специальной смазки, надеть на деталь вороток с трещоткой.
Освободить стопор трещотки и повернуть его по часовой стрелке.
Надавить на вороток с одновременным медленным вращением лерки. Через 1-2 оборота подавать смазку по капле в рабочую зону.
Трещотку вращать упора плашки в торец трубы.
По окончании операции стопор переставляют на реверс, головку расширителя вращают назад, чтобы выкрутить воротов обратно.

В работе следует пользоваться только специальным маслом (например, REMS Spezial или LM-40 Likvi moli). Такие смазки не задерживают стружку, а смывают её с детали, не ухудшая качество выступов.
Разновидности и особенности клуппов
Для нарезки резьбы выпускается механический и электрический инструмент. Компании, выпускающие клуппы, комплектуют их набором сменных головок. Одноразовое нарезание резьбы возможно головкой требуемого диаметра, приобретённой в единичном экземпляре. Такую нарезку делают газовым или разводным ключом – его губки захватывают 4 выступа на цилиндрическом расширителе.
Компании, выпускающие клуппы, комплектуют их набором сменных головок. Одноразовое нарезание резьбы возможно головкой требуемого диаметра, приобретённой в единичном экземпляре. Такую нарезку делают газовым или разводным ключом – его губки захватывают 4 выступа на цилиндрическом расширителе.
Ручной инструмент, оснащённый специальной трещоткой с реверсом, отличается малым углом поворота рукоятки. Это удобно при работе в труднодоступных местах. Трещотки отличаются друг от друга разным количеством зубцов – чем их больше, тем на меньший угол повернётся рукоятка приспособления. Также вместо трещотки можно воспользоваться стандартным плашкодержателем, который снабжён креплением расширителя и резьбовыми патрубками, предназначенными для фиксации вращательных ручек. Кроме того, ручки можно использовать вместо трещотки, чтобы проворачивать головку, если диаметры лерки и воротка совпадают. При этом лерку фиксируют крепёжными болтами. Для труднодоступных мест этот вариант не подходит в силу широты вращательных движений.
Электроклупп предназначен для нарезания длинных участков или больших объёмов резьбы на трубах. Комплектуется инструмент четырьмя и более головками, а также струбциной для фиксации электропривода агрегата. Расширитель выполнен в виде таблетки с муфтой. Количество граней на муфте может быть разным. При помощи устройства можно нарезать резьбу на коротком участке трубы без струбцины и снятия фаски на трубе – перевёрнутыми гребёнками. Но перед тем, как нарезать резьбу на короткой трубе клуппом, необходимо обязательно нанести на торец трубы несколько капель масла.

Достоинства клуппа и различия с плашкой
Плашка – ручное приспособление. Имеет круглую цилиндрическую форму и резцы. Снаружи на корпусе плашки есть продольные канавки или круглые углубления для крепления в держателе – цилиндрической муфте с односторонним выступом, частично закрывающем лерку с упорной стороны. Для рукояток предусмотрены отверстия с резьбой.
Клупп отличается от плашки следующими нюансами:
Для перпендикулярного удержания резаков при нарезании витков тело клуппа выполнено в виде длинного цилиндра-муфты, который насаживают на деталь. Плашку очень трудно вручную зафиксировать перпендикулярно трубе, и снятие фаски немного в этом помогает.
Лерки делают из инструментальной высоколегированной износостойкой стали марки 9ХС. Гребёнки клуппа могут изготавливаться из стали или маркой ниже.
Клупп предназначен для нарезки трубных конических BSPT-витков, а плашка – для нарезки метрических нитей.Сменные резцы и реверс – основные преимущества клуппов.
 Плашку очень трудно вручную зафиксировать перпендикулярно трубе, и снятие фаски немного в этом помогает.
Плашку очень трудно вручную зафиксировать перпендикулярно трубе, и снятие фаски немного в этом помогает.
О том, как нарезать резьбу клуппом – видео ниже:
Заключение
Трубный клуппный вороток предназначен для создания дюймовой резьбы конического типа с ограниченной длиной. Для одноразовой нарезки или создания небольшого объёма резьбы можно использовать плашки.
Как нарезать резьбу на трубе
Домашние мастера сегодня не так часто задумываются о том, как нарезать резьбу на трубе. Большинство проектов реализуются с использованием альтернативных материалов. Но такая потребность иногда возникает. Благодаря основным навыкам появится возможность самостоятельно осуществлять несложный ремонт в домашних или других условиях.
Базовые понятия
Резьбовое соединение является неотъемлемым, если необходимо установить запорную арматуру, переходной тройник или муфту на металлическую трубу. Очень часто стыки приходят в негодность, и их приходится переделывать. Резьба характеризуется:
- глубиной;
- шагом;
- профилем;
- углом профиля;
- местом расположения.
Какая может быть резьба
В зависимости от профиля и шага различают резьбу:
- Дюймовую. Имеет форму треугольника. Получила свое название благодаря единицам, в которых измеряется внешний диаметр. Применяется при сборке деталей водопровода и отопления. Условно выделяют трубную и крепежную. Вторая имеет более крупный шаг для обеспечения лучшей фиксации.
- Коническую. Основное применение этого вида сводится к тому, чтобы соединение получилось герметичным без применения различных уплотняющих материалов.
- Цилиндрическую. Это разновидность дюймовой резьбы с более мелким шагом. Верхняя кромка профиля сглажена и напоминает часть цилиндра. Обычно шаг резьбы совпадает с дюймовым у подходящих по диаметру деталей.
- Трапециевидную. Имеет угол при вершине в 30°. Чаще всего применяется в болтовых соединениях для придания большей надежности при фиксации. Резьбу, стороны витка которой напоминают неравнобедренную трапецию, называют упорной.
- Прямоугольную. Применяется для тех же целей, что и предыдущий вид.
 Применяется при сборке деталей водопровода и отопления. Условно выделяют трубную и крепежную. Вторая имеет более крупный шаг для обеспечения лучшей фиксации.
Применяется при сборке деталей водопровода и отопления. Условно выделяют трубную и крепежную. Вторая имеет более крупный шаг для обеспечения лучшей фиксации.
Обратите внимание!
Последние две разновидности относят к классу метрических. Они могут нарезаться на патрубках небольшого диаметра, которые используются в специфических инструментах.

По месту расположения нарезки выделяют:
- внешнюю;
- внутреннюю.
Каждый из этих видов требует индивидуального подхода и предназначен для определенных целей.
Подготовительный этап
От того, насколько ответственно будет пройден этот этап, зависит качество конечного изделия.
- Инструмент, которым будет производиться работа должен быть в надлежащем состоянии. На нем не должно быть ржавчины. Для этого при длительном хранении он покрывается консервирующей смазкой. Резцы клуппа должны быть хорошо заточены.
- Если труба уже была в эксплуатации и на ней есть краска, тогда ее обязательно надо хорошо зачистить. Делается это при помощи напильника, болгарки и шлифовального круга, наждачной бумаги или строительного фена.
- При помощи болгарки или ножовки выводится плоскость торца. Для этого отрезается небольшой кусок, чтобы получился прямой угол относительно оси.
- Напильником убираются заусенцы.
- Снимается фаска таким образом, чтобы создать небольшой конус.

Нарезка резьбы вручную
Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
- Регулируемые или раздвижные. Обычно в них присутствует несколько резцов, расстояние между которыми может быть изменено. Особенно полезны они бывают в тех случаях, когда профиль трубы неравномерный вследствие деформации или заводского брака, но все равно требуется нарезать резьбу. Чаще всего они устанавливаются в клуппы, которые обеспечивают им хорошую фиксацию. При помощи таких изделий резьбу можно нарезать за несколько проходов, что увеличивает ее точность и качество.
- Монолитные. Представляют собой небольшой цилиндр с отверстием в середине. Такой инструмент зажимается в специальный плашкодержатель. Обычно фиксируется одним или несколькими болтами. Таким инструментом изготавливается нарезка за один проход.
- Конусные. Предназначены для нарезания соответствующих резьб, о которых говорилось выше.

Выравнивается торец
Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
- Обрабатываемая деталь фиксируется. Если она не закреплена ни в какой системе, тогда она зажимается в тиски. В случае когда нарезка будет делаться на водопроводной трубе или трубе отопления, необходимо сделать подкладки, чтобы обездвижить ее.
- Торец подготовленного отрезка трубы смазывается машинным маслом или солидолом. Если этих составляющих нет, тогда можно использовать то, что есть под рукой, – даже сало.
- Смазке также подвергается поверхность резцов инструмента.
- Плашкодержатель с леркой подносятся к торцу трубы. Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
- Одновременно необходимо вращать инструмент для нарезания резьбы и придавливать его к патрубку. Должно произойти сцепление. Таким образом важно нарезать первые 2 витка.
- Если не пользоваться плашкодержателем с направляющей, то потребуется постоянно следить за тем, чтобы угол оставался 90°. Если не соблюдать это требование, тогда может пойти перекос. Это грозит тем, что резьба будет сорвана, инструмент испорчен, или не будет соблюден требуемый шаг.
- Не стоит осуществлять нарезку непрерывным проходом. В процессе будет образовываться металлическая стружка. Для того чтобы удалить ее, необходимо делать один оборот по направлению движения и половину оборота обратно. Именно благодаря этому и будут удаляться накопившиеся отходы.
- По ходу продвижения также надо добавлять смазку.
- После завершения необходимо выкрутить лерку и пройтись ей еще раз, чтобы произвести финишную подводку.
 Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.

Плашки для нарезки резьбы
Обратите внимание!
Для того чтобы конечный результат был намного качественнее, применяется две плашки. Одна из них называется черновой. Ее предназначение — быстро проложить путь и метки для следующего элемента — чистового. Благодаря второй плашке выводится идеальная нарезка.
Набор клуппов
Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого. Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
Использование электрического инструмента
Электрический резьбонарезатель
Электрическим резьбонарезателем можно осуществить планируемую работу в несколько раз быстрее, а по качеству конечное изделие будет намного выше. Последовательность работ будет такой:
- Труба обрезается до необходимого размера. Наиболее приемлемый результат получается при использовании сабельной пилы с направляющей.
- Фаску, как для лерки, снимать не нужно. Кстати, это правило актуально и при использовании ручного клуппа.
- На патрубок надевается специальный держатель. Он выступает в роли направляющей. Его важно хорошо зажать.
- Подводится электроинструмент и вставляется в приемник держателя. Клупп надевается на трубу.
- Осуществляется смазка при помощи специального состава.
- Далее агрегат все делает автоматически.

Нарезка внутренней резьбы
Бывают случаи, когда для сборки конструкции необходимо нарезать внутреннюю резьбу в трубе. Для таких целей применяется совсем другой инструмент — метчик. Представляет он собой небольшой металлический штырь, на одном из концов которого находятся наружные резцы. Чтобы все было правильно, необходимо придерживаться таких шагов:
- При помощи штангенциркуля осуществляется замер внутреннего диаметра патрубка.
- Точно по этому значению подбирается соответствующий метчик.
- При помощи напильника убираются все заусенцы.
- Поверхность обрабатывается при помощи металлического ершика.
- Метчик под номером 1 зажимается в держателе и вводится в трубу. Он снимет 70% материала при проходе. Остальные 30% удаляются метчиком для чистовой обработки под номером 2.
- Для того чтобы по ходу убирать стружку, применяется такое же правило, как и в случае с леркой.
- Если резьбу нужно нарезать в одной из стенок трубы, тогда дрелью сверлится отверстие. Сверло должно находиться четко перпендикулярно. Это важно, т. к. в противном случае не получится качественной нарезки.

Обратите внимание!
Если труба находится в стене, то резьбу можно нарезать до тех пор, чтобы несколько миллиметров выглядывающего патрубка были без нее. Необходимо оставить такой зазор, чтобы не сорвать изделие при вкручивании соединителя.
Нюансы
Есть нюансы
Существуют некоторые секреты, которые нарабатываются годами и о них рассказывают нечасто. Вот несколько из них:
- Облегчить себе задачу при использовании обыкновенной лерки можно специальной направляющей. Она представляет собой небольшой зажимной механизм с резьбой на конце. Его необходимо вставить в середину трубы до упора в бортик и разжать губки. Плашка накручивается на резьбу фиксатора и потом ровно и точно идет по трубе.
- В качестве смазывающего материала некоторые мастера рекомендуют применять средство для мытья посуды. Как бы абсурдно это ни звучало, но оно обеспечивает прекрасное прохождение, при этом стружка получается не рваная, а цельная, что говорит о лучшем качестве проведенной работы.
- Если на стальную трубу планируется установка латунного крана, необходимо нарезать резьбу настолько, чтобы при накручивании запорного механизма получилось 4–5 оборотов. Это будет гарантией хорошей фиксации и долгой службы.
- Устройство клуппа таково, что резьба получается немного под конус, т. е. последние витки получаются с меньшей глубиной, чем первые. При этом сгоны накручиваются не полностью. Чтобы компенсировать такую разбежность, необходимо после клуппа пройтись еще обыкновенной леркой.
- Бывают такие ситуации, когда резьбу надо нарезать на трубе, которая выходит из стены на небольшое расстояние. В таком случае можно воспользоваться леркой, либо подрезать направляющую клуппа. На производительности это не скажется, но предоставит большее удобство.
- При замене резцов в клуппе обязательно соблюдайте последовательность, в которой они должны быть установлены. Чаще всего на них нанесены цифры, которые соответствуют приемнику.
- Если резьбу необходимо нарезать на трубе, которая утоплена в стену, тогда поступить нужно так. Вокруг патрубка выбивается небольшая площадь, чтобы поместился клупп. Проворачивать механизм для нарезки можно при помощи Т-образной рукоятки. На ее конец надевается шестигранная головка, в которой сделаны прорези. Подбирается она таким образом, чтобы входить через внешнее отверстие клуппа и цепляться за пространство между резцами.
 На производительности это не скажется, но предоставит большее удобство.
На производительности это не скажется, но предоставит большее удобство.
Используя перечисленные методы и способы, у вас точно получится отличный результат, которого вы добьетесь своими руками. Если и вам известны некоторые секреты о том, где нарезать резьбу и как это лучше сделать, делитесь ими в комментариях к этой статье.
Видео
Технология нарезки резьбы на металлической трубе продемонстрирована ниже:
 youtube.com/embed/uNlrk68ZQos» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/uNlrk68ZQos» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Читайте также:
Как нарезать резьбу на трубе
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),
Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.
Клупп
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет.
Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же.. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь). Для герметичности применяем резьбовое соединение, посредством соответствующего фитинга.
В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
10 советов по нарезке резьбы на трубе:
Отнеситесь к каждому из них со вниманием, всё нижеперечисленное: залог беспроблемной опрессовки, достижения наилучшего результата и упрощения работы. Дабы не отнимать много у вас времени, добавлю, лишь короткие пояснения.
1. Участок трубы для нарезки должен иметь форму круга на срезе (не эллипсоидную, без вмятин)
Установить это можете элементарно ощупью. В противном случае вас ожидает, как минимум протечка по месту соединения, а как максимум — невозможность нарезки, соответственно незапланированный вызов сварщика.
2. Выберите участок наименее подверженный коррозии
Внимательно осмотрите прежде, чем осуществить рез, ощупайте, при необходимости воспользуйтесь зеркальцем.
3. Срез произвести под прямым углом оси трубы
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
Инструмент будет срываться.
4. Произведите срез, как можно ближе к врезке в стояк
Внутри вычистите налёт, часто там отверстие для прохода воды толщиной со спичку. Вычищайте аккуратно, так что-бы не затрамбовать ржу внутрь.
5. Если используете лерку(плашку) в леркодержателе, на срезе снимите фаску под 30-45 градусов, по всей окружности
Это обеспечит лёгкий заход для первого витка, снимается она при помощи болгарки с заточным диском.
6. Если используете клупп, в противоположность выше написанному пункту, фаску не снимать
Так как клупп имеет конусный заход, им проще зацепиться на ровном срезе трубы.
7. Перед нарезкой обработайте трубу и режущий инструмент смазочным материалом
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
8. Не ленитесь периодически «сбрасывать» стружку
Нарезка резьбы производится по часовой стрелке. Пройдя один-два витка сбрасывайте стружку производя вращение против часовой стрелки. Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
9. При необходимости удерживайте трубу газовым ключом
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
10. Надёжная резьба имеет пять ниток(витков)
К достижению этого всегда стремимся, но не всегда предоставляется возможным достичь. По опыту знаю, что и три нитки(витка) дают герметичное соединение.
Вот собственно и все тонкости, соблюдая которые, получите положительный результат.
Видеоролик: Клупп. Как нарезать резьбу на трубе.
Возможно вам будут полезны и эти статьи:
Чем я нарезаю резьбу.
Как подмотать резьбу герметично.
Достоинства и недостатки материалов для водопровода.
Есть чем дополнить, или вопросы — в графу комментарии. А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая для меня награда от вас.
Поделиться с друзьями в сети:
1
Как правильно нарезать резьбу — Мекка инструмента
О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы — диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
И, конечно же, успех нарезки и качество резьбы во многом зависят от качества самого инструмента. Впрочем, эта проблема легко решаема – ведь в Интернет-магазине «Мекка инструмента» вы найдете любой требуемый инструмент по привлекательной цене.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
|
Обозначение
резьбы
|
Диаметр,
отверстия,мм
|
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
|
Обозначение резьбы, дюйм
| Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм | |
|
Ниток на дюйм
| мм | |||
| 1/8″ | 2,095 | 24 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 24 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 29 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 18 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 16 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 14 | 1,814 | 8,79 |
 Диаметры отверстия под дюймовые резьбы.
Диаметры отверстия под дюймовые резьбы.
|
Обозначение
резьбы
| Наружный диаметр,мм | Шаг резьбы |
Внутренний
диаметр
отверстия.мм
| ||
| трубы | резьбы |
ниток на дюйм
| мм | ||
| труб 1/4″ | 13,5 | 13,158 | 19 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 19 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 14 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 14 | 1. 814 814 | 24,3 |
| труб 1″ | 33,5 | 33.250 | 11 | 2,399 | 30,5 |
 Трубные дюймовые резьбы.
Трубные дюймовые резьбы.Нарезка резьбы на трубе вручную: инструмент, клуппом
Правильное изготовление резьбы на трубе, используя специальный инструмент, надежно состыкует смеситель с трубами или подключит батарею к центральной отопительной системе.
С помощью сварочного аппарата подключать сантехническое оборудование приходится в редких случаях на дачах, огородах, с целью защиты от воровства. Поэтому в большинстве случаях в бытовых условиях (в квартирах) такие узлы подключаются на изготовленной резьбе, без вредных сварочных процессов.
При замене смесителя для квартирной раковины умывания или обыкновенной ванны иногда можно натолкнуться на старые заржавевшие соединения трубопроводов, которые отсоединить обычным гаечным ключом практически невозможно. В этом случае изготовление резьбы является единственным оптимальным выходом, который делится на следующие этапы:
В этом случае изготовление резьбы является единственным оптимальным выходом, который делится на следующие этапы:
1. закрыть кран для прекращения подачи воды;
2. в месте прикрепления смесителя обрезать заросший ржавчиной старый участок соединения труб болгаркой;
3. выполнить нарезку;
4. на трубу прикрутить аварийный краник или тройник;
5. гибкой трубой (шлангом) присоединить выбранный смеситель для ванны или раковины к трубе.
Каждый хозяин квартиры или дома, применяя подходящий инструмент, сможет собственными руками изготовить резьбу, а также прикрутить кран к водопроводу без вызова опытного специалиста.
Для качественного ее изготовления и надежного соединения существует два типа современных нарезающих приспособлений:
• плашка для нарезки;
• клупп.
Используя такой инструмент можно без особого труда изготовить резьбу на различном трубопроводе для подачи воды или отвода канализационных стоков, который эксплуатируется в трубных бытовых сетях многоквартирных или частных домов.
Новичку по нарезке при использовании плашки необходимо помнить о недопустимости малейших наклонов инструмента в процессе нарезания, во избежание брака.
Основные понятия изготовления
• создание это процесс преобразования внешней части водопроводной, канализационной или отопительной в винтообразную поверхность;
• винтообразная часть это участок трубы для соединения/отсоединения ее с остальными трубами или узлами (краниками, тройниками и т. д.) при соответствующем вращении вокруг своей оси по/против часовой стрелке;
• шаг при нарезке резьбы один целый поворот (на 3600) присоединяемого на резьбе элемента трубы, крана (см. Применение шаровых кранов), вокруг своей оси.
Для надежного и плотного присоединения различных трубопроводов и установок к ним, выдерживающего скачки давлений в системе, необходимо изготовить трубную резьбу на соединяющихся элементах с одинаковым количеством резьбовых шагов.
Процесс выполнения
С целью изготовления резьбы своими руками следует иметь несколько специальных инструментов плашки различного диаметра или профессиональный набор нарезающих клупп.
Чтобы приступить к данному процессу, вначале необходимо выполнить:
1. тщательно удалить грязь, ржавчину и краску с участка трубы под нарезание резьбы с помощью специальной бумаги (наждачки) или напильника. Зачистку этого участка произвести до металлического блеска;
2. срезать напильником или наждачкой фаску на торце для образования гладкого вкручиваемого вхождения, нарезающего инструмента;
3. применить для качественного нарезания необходимо только исправный инструмент;
4. обязательно смазать трубу и нарезающий прибор для более качественного исполнения нарезки и тщательного удаления металлической стружки.
Пошаговое изготовление при использовании различных специальных инструментов
При использовании плашки необходимо действовать в следующем порядке:
1. зафиксировать нарезаемую трубу одним из доступных способов тисками, прикручиванием и т. д., для организации неподвижности ее в процессе работы;
2. плашку установить в специальный держатель и затянуть ее крепежами;
3. обработать нарезаемый участок и режущую часть плашки смазкой;
4. точно расположив режущий прибор на торце выполнить по часовой стрелке первый поворот (шаг) резьбы;
5. следя за строгой перпендикулярностью держателя плашки по отношению к обрабатываемой трубе нарезать необходимое количество шагов резьбы;
6. закрутить плашку еще раз по готовой резьбе для полировки разрезов.
Использование клуппа
Нарезающий клупп это модификация обычной плашки, оснащенная дополнительно приспособлением для организации направления и трещоткой, с целью упрощения способа нарезки. На рынке клупп предлагается обычно в виде набора инструментов для нарезки резьбы.
При использовании клуппа необходимо действовать в таком порядке:
1.установить в трещотку нарезной клупп выбранного из набора диаметра;
2.обработать смазкой нарезаемые и режущие части трубы и клуппа;
3.надеть приспособление для направления клуппа (направляющую) на торец;
4.вращая трещотку по часовой стрелке, нарезать все шаги резьбы;
5. в процессе вращения прибора продолжать смазывать нарезаемые и режущие части трубы и клуппа.
в процессе вращения прибора продолжать смазывать нарезаемые и режущие части трубы и клуппа.
Причины возникновения дефектов. Как избежать бракованных изделий?
Условием для возникновения брака при нарезании может стать невыполнение одного из следующих правил:
1.диаметр обрабатываемой трубы должен соответствовать диаметру изготовляемой резьбы;
2.применять только исправные приборы заточенные, четко отцентрированные;
3.необходимо смазывать изделие и прибор машинным маслом (жидкость специальная для резьбы) как перед нарезанием резьбы, так и в процессе работы;
4.выполнять работы должен опытный специалист.
Можно сделать вывод о том, что для надежного и плотного присоединения различного сантехнического оборудования к трубным системам водоснабжения, отопления или канализации, а также труб между собой, необходимо обязательно придерживаться описанных выше правил, при строгом выполнении которых вероятность появления дефектов существенно снижается. Для облегчения выполнения этих правил рекомендуется иметь при себе набор специальных инструментов для нарезки.
Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Как самостоятельно нарезать резьбу на трубах, Нарезка резьбы в трубах
Резьба – один из основных типов скрепления металлических труб. Резьба на трубе представляет собой чередование выступов и канавок, которые винтообразно нанесены на металл. Ее можно наносить как на внутреннюю, так и на внешнюю поверхность изделия. Как правило, резьбу производят на трубах, различных крепежах и элементах оборудования.
Основные характеристики и виды резьбы
Для более удобной работы с резьбой используют общепринятые определения:
- Профиль. Бывает треугольным, прямоугольным либо трапецеидальным. Треугольные профили довольно специфичны и обычно используются в разных технических системах.
- Угол профиля. Это угол, который образовывают боковые грани получившихся витков.
- Направление. Бывает правым либо левым. Левое направление, при котором гайка накручивается на болт против часовой стрелки, встречается достаточно редко. Более частым вариантом является правое направление.
- Шаг. Это расстояние, получающееся между основаниями либо вершинами, которые образовывают соседние витки.
- Глубина. Это величина отрезка, расположенного между самой глубокой точкой и вершиной.
 Бывает треугольным, прямоугольным либо трапецеидальным. Треугольные профили довольно специфичны и обычно используются в разных технических системах.
Бывает треугольным, прямоугольным либо трапецеидальным. Треугольные профили довольно специфичны и обычно используются в разных технических системах.Также специалисты различают внутренний, наружный и средний диаметр. Треугольные профили могут подразделяться на дюймовые и метрические.
Метрические представляют собой равносторонний треугольник, у которого углы составляют 60.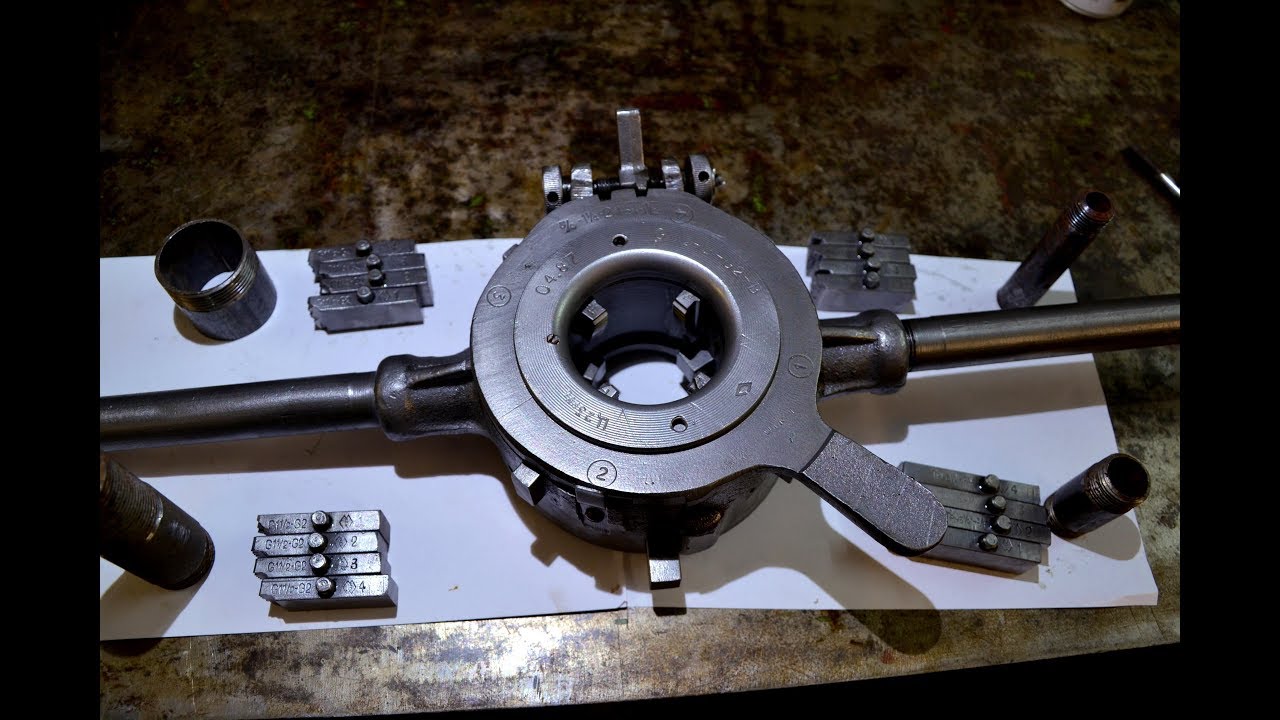 В таком случае наружный и внутренний диаметры указывают в миллиметрах. Шаг также указываются в миллиметрах и долях.
В таком случае наружный и внутренний диаметры указывают в миллиметрах. Шаг также указываются в миллиметрах и долях.
Дюймовые профили отличаются от метрических тем, что угол их вершин составляет 55. Как очевидно из названия, все размеры выражаются в дюймах. Такую резьбу принято подразделять на крепежную и трубную. Крепежный вариант отличается большим шагом и обычно используется для болтов, гаек и различных отверстий, где требуется точная стыковка элементов. Трубная же применяется для соединения труб и обладает меньшим шагом.
Таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу
Нарезка резьбы ручным способом
Для того, чтобы качественно нарезать резьбу, вам потребуется специальне инструменты:
Плашки или лерки — инструмент для нарезания резьбы, представляющий собой прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используются совместно с держателями. По конструкции могут быть цельными, разрезными и раздвижными. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм.
Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используются совместно с держателями. По конструкции могут быть цельными, разрезными и раздвижными. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм.
Плашки трубные
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры — 1/2, 3/4 и 1 дюйм. Более редко, как правило, в гидравлике используется с размером резьбы 5/8, 7/8, 5/6 и 3/8 дюйма.
Плашки конические трубные
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов).
Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов).
Резьбонарезной клупп — представляет собой круглый держатель для сменной лерки, оборудованный трещоткой. Для облегчения работы с этим инструментом его комплектуют довольно длинным рычагом, который при необходимости может наращиваться.
Нарезка внутренней резьбы при помощи метчика
Чтобы нанести резьбу внутри трубы, обычно используется метчик. Он имеет форму стержня с режущими кромками. Вставлять его необходимо в специальный вороток.
Метчик состоит из следующих частей:
- Заборная часть. Представляет собой конус, который производит непосредственное нарезание резьбы. Зубья резцов расположены по всей окружности.
- Калибрующая часть. Этот элемент является продолжением заборной части и имеет вид цилиндра, на котором расположены зубья.
- Хвостовая часть. Имеет головку с квадратным сечением и предназначена для удержания метчика в вороте.
 Зубья резцов расположены по всей окружности.
Зубья резцов расположены по всей окружности.Чтобы инструмент не перегревался во время работы, для охлаждения используют различные среды:
- Для алюминия и алюминиевых сплавов подходит керосин,
- Для медных изделий используют скипидар,
- Сталь охлаждают эмульсией.
Если охладителя будет недостаточно, то профиль может получиться неравномерным или с шероховатостями.
Специалисты советуют использовать в работе комплектные метчики. В комплект входит инструмент для черновой нарезки и для чистовых работ. Исключив хотя бы один из метчиков, вы не сэкономите много времени, однако качество конечного результата может быть низким.
 youtube.com/embed/YXJ5b1e21qo» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/YXJ5b1e21qo» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Требования к организации процесса
Чтобы нарезка резьбы прошла успешно, важно выполнять основные требования:
- Первым делом поверхность тщательно очищается от грязи и пыли,
- Далее поверхность рабочего инструмента и обрабатываемой детали нужно смазать спецжидкостью,
- Перед началом работы следует убедиться, что инструмент исправен.
На складе Минской оптово-розничной металлобазы «Аксвил» вы можете подобрать и купить любые стальные трубы необходимые для проведения строительных или сантехнических работ:
Успешное нарезание наружной резьбы с помощью штампа — механические элементы
Хотя Tap & Die идут рука об руку с резьбонарезными инструментами, они очень разные по принципу работы. Есть также разные уловки для достижения успеха. Итак, давайте поговорим о советах по созданию внешней резьбы с помощью штампа.
Метчик и матрица — это фрезы для нарезания резьбы. Метчики имеют снаружи зубья для нарезания резьбы изнутри. Плашки имеют противоположный вид с зубьями на внутренней стороне для нарезания резьбы снаружи.Для типичного домашнего использования краны гораздо более распространены, и их проще использовать должным образом. Плашки используются реже (к счастью) и чаще выходят из строя (к сожалению). В основном мы покупаем внешнюю резьбу в виде болта, но бывают случаи, когда нам нужно ее создать, поэтому один из способов — с помощью штампа.
Что такое кубик?
Помните эту картинку? Это взято из нашей статьи о нарезании внутренней резьбы. Длинные прямые части на этом изображении — метчики — для нарезания резьбы на внутренней поверхности отверстия.Круглые цилиндрические части на изображении — плашки — для нарезания резьбы на внешних поверхностях цилиндра.
Для справки, «внутренняя» история резьбы — нарезание резьбы внутренняя — рассматривается в статье «Получите прямое нарезание резьбы».
Сегодня мы поговорим о штампах и хитростях, позволяющих получить хорошую внешнюю резьбу .
Для DIY есть два действительно хороших варианта использования штампов. Первый — для ловли ниток; а второй — для их создания.Первый, пресечение или очистка внешней резьбы с помощью штампа, является более простым случаем, поэтому давайте начнем с него.
Анатомия инструмента
Матрица — довольно простой на вид инструмент. Это похоже на гайку, но с прерывистой внутренней резьбой, края которой являются режущими зубьями. Резьбовые матрицы часто имеют круглую внешнюю форму, как на картинке, но иногда они имеют шестигранную или другую форму. Как и метчики, они бывают разных конфигураций, например, с 3, 4, 5 или более столбцами нарезных зубьев.В то время как специальные штампы имеют форму зубьев для резки определенных материалов, штампы общего назначения обычно достаточно хороши для самостоятельного изготовления.
Плашки для резьбы имеют переднюю и заднюю, или, точнее, входную и выходную стороны. Вы можете отличить входную сторону, потому что на ней есть рельеф резьбы — с зубьями уменьшенной высоты для начала резки. Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать резьбу.
Вы можете отличить входную сторону, потому что на ней есть рельеф резьбы — с зубьями уменьшенной высоты для начала резки. Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать резьбу.
Очистка внешней резьбы с помощью штампа
Вы когда-нибудь пытались накрутить гайку на болт и обнаруживали заусенец или что-то в резьбе, что затрудняет или делает невозможным прохождение гайки? Есть несколько способов победить это, но один — с помощью кубика.
Итак, я должен предупредить этот трюк с помощью пары вещей. Первый , если болт действительно твердый, например, класса 8 или 10.9 или что-то подобное, матрица может не захотеть вырезать серьезный заусенец. Второй , в зависимости от того, как была создана резьба болта, штамп может захотеть снять резьбу полностью вниз, и это может вызвать собственные проблемы. (Когда исходная наружная резьба очень точная и «плотно прилегающая», матрица общего назначения будет обрезать ее менее точно и с меньшей плотностью посадки. Это не часто является проблемой, но об этом стоит упомянуть.)
Это не часто является проблемой, но об этом стоит упомянуть.)
Очистка резьбы с помощью штампа — это крутой трюк, но он не всегда работает идеально. Идея состоит в том, чтобы просто навинтить матрицу на вал, как на гайку. Когда вы поворачиваете матрицу, она срезает заусенцы и повреждения, снова оставляя красивую резьбу. Очевидно, он не может вернуть сдвинутый материал, но он может отрезать заусенцы, чтобы очистить его.
Настоящая уловка к успеху состоит в том, чтобы убедиться, что он идет прямо, и чтобы матрица хорошо входила в существующую резьбу.Если он не выровнен правильно, он обрежет новую резьбу поверх старой, и это полностью испортит деталь. «Перекрестная заправка» В любом случае, позаботьтесь о том, чтобы все было выровнено, тогда этот трюк исправит поврежденные резьбы.
Создание новой резьбы
Когда мы думаем о резьбовом штампе, мы чаще всего думаем о нарезании новой резьбы. Эффективно заворачивает болт. Если это то, что вам нужно, то штамп — отличный инструмент для этого.
Идея проста — поместите матрицу на конец вала, затем начните вращать матрицу.По мере того как матрица поворачивается, она нарезает новую внешнюю резьбу. Верно? Да, вот в чем идея. Сделать это правильно — вот в чем проблема.
Первые несколько раз, когда я пытался наделить резьбу на вал, у меня возникла путаница. Оказывается, действительно сложно поставить кубик прямо, когда вы делаете это вручную. В итоге я получил новую резьбу, которая слегка катилась к стержню. У меня нет изображения, но представьте себе резьбу, идущую под небольшим углом к валу — где чем дальше по валу, тем глубже резьба с одной стороны и мельче с другой.В конце концов, кубик больше не поворачивается, и деталь превращается в мусор. К сожалению, нет никакого способа исправить проблему после того, как резьба нарезается, и вы не можете сказать, что ошиблись, пока резьба не будет на месте.
Уловка состоит в том, чтобы использовать что-то, что заставляет потоки запускаться прямо. Вот видео о том, как я это делаю сейчас.
Видео: нарезание новой внешней резьбы с помощью штампа
Вот короткое видео, показывающее один метод использования штампа для хорошей внешней резьбы.Для усложнения показываем тонкостенную трубу из нержавеющей стали, сварной шов. Наслаждайтесь видео.
Итак, если у вас когда-либо были проблемы — как у меня — с тем, чтобы кубик начинался по-настоящему ровно, это хорошая техника. Не так уж и много случаев, когда действительно нужна матрица резьбы, но когда вы это делаете, то наверняка хорошо иметь ее. Как и трубка в этом видео — мне не нужна трубная резьба (и она все равно не подошла бы к этому диаметру). Итак, резьбовой штамп делает свое дело.
Вместо плашки. . .

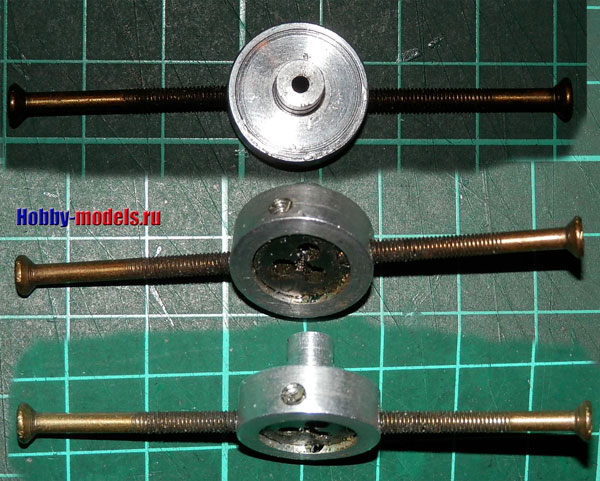
Хотя матрица подходит для многих работ, существуют заменители, которые могут пригодиться вместо нее. Первый и самый красивый — это друг с токарным станком. Хотя это не всегда доступно, как насчет разновидностей болтов? Во многих случаях я отрезал от болтов головки, чтобы использовать их для чего-нибудь. Болты сравнительно дешевы, и они намного прочнее материала, на котором можно нарезать резьбу. Один пример показан на изображении. Мне нужен был колышек с резьбой, поэтому я просто срезал головки болтов, а затем закруглил нужный конец с помощью «основного» болгарки.Прекрасно работает.
Другие варианты включают использование болтов, стержня с резьбой или чего-то подобного. Например, сварка болта, торчащего из отрезка трубы для длинного полого вала. Возможности замены безграничны, но теперь вы знаете хороший трюк для создания внешних потоков с помощью матрицы, и вам не всегда нужно искать обходной путь.
Удачи всем вашим потокам!
Поделиться статьей:
Как правильно использовать набор для штамповки и штамповки
Изображение предоставлено: Отдел D&T школы Джорданхилл / CC BY
Есть самые разные ситуации, когда вам может потребоваться создать или отремонтировать резьбу.
От болтов, которые отламываются в своих отверстиях, до поврежденных болтов, которые необходимо высверлить снова.
Независимо от того, являетесь ли вы механиком, слесарем или плотником или просто хотите немного заняться своими руками в доме или гараже, инструмент, который вам понадобится в таких ситуациях, — это старый добрый набор для метчика и штампа.
Но как правильно использовать метчик и штамп? Давайте посмотрим…
Как использовать набор для штамповки и штамповки за 5 простых шагов
Шаг 1: Выбор правильных инструментов для работы
Мы более подробно рассказали о том, что вам нужно знать при покупке здесь установлен метчик и умирает.
Тем не менее, хорошее практическое правило: чем прочнее сталь, используемая в конструкции вашего метчика и штампа, тем с более широким диапазоном материалов вы сможете работать.
Проще говоря, углеродистая и инструментальная сталь мягче быстрорежущей стали. Это означает, что первые лучше подходят для более легких работ. Если материал, который вы нарезаете, слишком твердый, эти более мягкие стальные метчики могут сломаться.
Если материал, который вы нарезаете, слишком твердый, эти более мягкие стальные метчики могут сломаться.
Важно убедиться, что инструменты, которые вы используете, соответствуют выполняемой работе.
Шаг 2. Просверливание резьбового отверстия
Перед тем, как сразу приступить к сверлению, вам необходимо выбрать правильный размер сверла для метчика, который вы собираетесь использовать. Большинство комплектов будут поставляться с инструкциями, которые помогут вам в этом, в противном случае изображение ниже поможет вам.
Изображение предоставлено: Vermont American
Кроме того, важно правильно хранить все сверла и метчики. Компоненты вашего набора метчиков и штампов будут четко обозначены (либо сбоку самого инструмента, либо внутри корпуса), поэтому упорядочение ваших инструментов является важным первым шагом к выбору правильного инструмента, когда он вам нужен.
Выбрав правильные биты, пора закрепить материал, который вы собираетесь резать. Для этого следует использовать хорошие рабочие тиски или зажим.
Когда вы начинаете сверлить отверстие для метчика, рекомендуется начинать с небольшой скорости. Использование смазочно-охлаждающей жидкости для обработки более твердых материалов, таких как сталь и чугун.
И не торопитесь, чтобы сделать это правильно.
Шаг 3: Нарезание новой резьбы
Кредит изображения: Золотая девка
Теперь, когда отверстие для метчика очищено, вы вставляете свой инструмент и с помощью поворотной ручки с храповым механизмом медленно начинаете нарезание резьбы.
На каждые 2 оборота крана по часовой стрелке необходимо повернуть ручку на пол-оборота назад. Это гарантирует, что скользящие части разорванного материала не повредят внутреннюю часть резьбы во время работы.
Вы можете продолжать наносить смазочно-охлаждающую жидкость в процессе.
Опять же, медленный устойчивый подход — это то, к чему вы должны стремиться. Во время работы держите материал ровным, установите кран по центру и ровно.
После обрезки нити просто поверните рукоятку храповика против часовой стрелки, чтобы вытащить ее из отверстия.
Хорошая работа. Если все прошло по плану, у вас будет новая (и безупречная) ветка, готовая к работе.
Шаг 4: Использование штампа для нарезания резьбы
Изображение предоставлено: GearWrench.com
Другая часть набора метчика и штампа, с которой вам нужно разобраться, — это, очевидно, штамп.
Это то, что вы используете для создания резьбы на металлических или деревянных стержнях, а также для подготовки резьбы на винтах и болтах.
Опять же, один из наиболее важных шагов перед началом работы — убедиться, что у вас есть матрица правильного размера для работы, и что материал, который вы хотите заправить, хорошо закреплен.
Вставив матрицу в гаечный ключ (убедитесь, что размер, обозначенный буквами, обращен наружу), вы должны подпилить конец стержня так, чтобы он был квадратным и чистым.
Чтобы начать создание новой резьбы, выполните следующие шаги:
- Нанесите смазочно-охлаждающее масло на материал, на который нарезается резьба
- Надавите штампом на материал и начинайте вращать по часовой стрелке
- Как и метчик, на каждые 2 Сделайте поворот, поверните матрицу назад на пол-оборота, чтобы удалить мусор.
- Продолжайте смазывать матрицу смазочно-охлаждающей жидкостью во время работы.
- Продолжайте поворачивать матрицу, пока не нарежете резьбу на стержень желаемой длины.
Снимите матрицу и гаечный ключ со стержня, и все готово. Материал вашей удочки будет содержать свежую нить, которую вы можете использовать по своему усмотрению.
Шаг 5: Все еще не уверены? Смотрите и это тоже
Однако, если вы закончили читать наши инструкции и все еще нуждаетесь в дополнительных рекомендациях, мы полностью признаем, что ничто не может сравниться с хорошим видео.
На YouTube есть несколько отличных руководств по использованию набора для метчиков и штампов.Вышеупомянутое — одно из наиболее полных, которые мы нашли.
Показанное изображение: Фото Отдела D&T школы Jordanhill / CC BY
Кредиты изображений: Sealey.co.uk, The Golden Wench, GearWrench.com
Изготовление внутренней и наружной резьбы (с использованием метчиков и штампов) — Центр Дайсона для Инженерное проектирование
Общие сведения и предварительные проверки
- Определите, какой размер резьбы вы хотите обрезать
- Обычно используются метрические резьбы M4, M5, M6, M8, M10 и M12.
- M4, например, означает «стандартный» размер резьбы M4: для болта внешняя часть резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет составлять 0,70 мм.
- Существуют «нестандартные» формы резьбы M4, которые будут иметь другой шаг, несовместимый со стандартной резьбой M4. Например M4x0,5 мм. Это будет называться «M4 нормально», но некоторые люди назовут любой шаг M4 менее 0,70 мм M4 точным, так что будьте осторожны!
- Меньше, чем M4, вы легко рискуете сломать метчики в заготовке (метчики тверже сверл, поэтому это может означать, что вы испортили заготовку).
- Существуют альтернативы метрической резьбе, такие как британская имперская резьба, в США другой набор имперской резьбы, есть специальные резьбы Model Engineer, специальные резьбы Cycle. Трубная резьба является обычным явлением (хотя будьте осторожны, диаметр трубной резьбы относится к внутреннему диаметру трубы, а не к внешнему диаметру резьбы), как и резьба BA (Британская ассоциация).
- Найдите правильный размер отверстия для просверливания резьбы, которую вы хотите нарезать
- стандартное метрическое сверло для резьбонарезания, размеры:
- M4 (x0.Шаг 70мм) — сверло саморезное 3,3мм
- M5 (шаг x0,80 мм) — сверло саморезное 4,2 мм
- M6 (шаг x1,00 мм) — сверло для резьбы 5,0 мм
- M8 (шаг x1,25 мм) — сверло для резьбы 6,8 мм
- M10 (шаг x1,50 мм) — сверло саморезное 8,5 мм
- M12 (шаг x1,75 мм) — сверло для резьбы 10,2 мм
- данные о других стандартных метрических резьбах (верхняя таблица на странице)
Пошаговые инструкции (внутренняя) Резьбовые отверстия (с помощью метчика)
- Поверните рукоятку гаечного ключа, чтобы раздвинуть губки, установите метчик с одинарной канавкой для начала.
- Используйте кернер для центрирования точки сверления.
- Просверлите отверстие меньше размера, необходимого для крана
- Нанесите на конец метчика немного смазки Rocol.
- Удерживая уровень и перпендикулярно материалу, поворачивайте метчик до тех пор, пока не будет сделан первый надрез в материале.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что метчик не забивается обрезками материала и образуется лучшая резьба.
- Продолжайте поворачивать до полного прохождения материала и большей части резьбы. После того, как прорезан полный разрез материала, не должно возникать сопротивления при повороте внутрь или наружу с помощью гаечного ключа.
- Пройдя через материал, используя этот метчик, повторите процесс, используя метчик с 2 канавками, а затем, наконец, снова используя метчик без канавок .
- Проверьте резьбу с помощью болта подходящего размера.
Пошаговая инструкция Наружная резьба на стержнях (с использованием матрицы)
- Установите матрицу так, чтобы информация о размерах была направлена вверх, а верхний винт вошел в паз, убедившись, что все винты ослаблены, чтобы матрица располагалась заподлицо.
- Затяните винт на держателе матрицы, чтобы матрица оставалась на месте, убедитесь, что все винты вошли в углубления матрицы.
- Нанесите немного смазки Rocol на конец стержня, на который нужно нарезать резьбу,
- Поместите стержень в тисках и затяните, используйте установочный угольник, чтобы убедиться, что стержень находится в тисках под прямым углом.
- Поместите кубик на стержень и поверните его, чтобы сделать первый разрез.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что матрица не забивается обрезками материала и создается лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не будет достигнута глубина резьбы, сопротивление должно отсутствовать после того, как надрез будет ровным и прилегающим к стержню
- Проверьте резьбу с помощью гайки подходящего размера.
Скачать версию для печати (PDF) — Руководство по нарезанию резьбы
Дополнительные данные резьбы
Данные для других типов резьбы приведены ниже:
Следующие источники данных взяты с сайта www.alanstepney.info, работа которого сейчас прекращена:
Ссылка на внешний сайт с подробной информацией о нитях NPT.
RLR20, 23 марта 2016 г.
Как нарезать стальной стержень
, автор C.L. Rease
изображение болта от martini с Fotolia.com
Для нарезания резьбы на стальном стержне требуется матрица. Режущая матрица — это инструмент, родственный метчику. Метчик нарезает резьбу в материал, а штамп нарезает резьбу вокруг материала. Когда резьба нарезана правильно, шестигранная гайка навинчится на резьбовую часть стального стержня.Это позволяет использовать стальной стержень с резьбой в качестве конструктивного крепежа или распорки. Спешка в процессе нарезания резьбы может привести к появлению непригодной для использования резьбы, в которую не войдет гайка.
Шаг 1
Закрепите стальной стержень в настольных тисках так, чтобы один конец стального стержня был направлен к потолку.
Шаг 2
Вставьте лезвие резьбового калибра внутрь шестигранной гайки. Если V-образные пазы лезвия резьбового калибра не совпадают с внутренней резьбой шестигранной гайки, откиньте и проверьте гайку другим лезвием.Когда вы найдете лезвие, которое точно соответствует резьбе шестигранной гайки, прочтите размер и количество резьбы, выбитые на боковой стороне лезвия.
Шаг 3
Выберите матрицу из набора матриц, размер которой соответствует размеру, указанному на лезвии калибра.
Шаг 4
Вставьте плоскую сторону матрицы в гнездо гаечного ключа. Затяните пальцами винты с накатанной головкой, расположенные с обеих сторон гнезда, чтобы закрепить матрицу в штампе.
Шаг 5
Нанесите смазочно-охлаждающую жидкость на внутреннюю резьбу штампа и поверхность стального стержня.
Шаг 6
Установите матрицу на конец стального стержня. Возьмитесь руками за обе ручки штамповочного ключа. Прикладывайте давление к концу стального стержня, поворачивая плашечный ключ по часовой стрелке для правой резьбы или против часовой стрелки для левой резьбы. Держите штамповочный ключ перпендикулярно стальному стержню при повороте, чтобы резьба нарезалась перпендикулярно.
Шаг 7
Поверните штамповочный ключ на 1/2 оборота в обратном направлении, когда почувствуете, что штамповочный ключ становится все труднее поворачивать.Нанесите дополнительную смазочно-охлаждающую жидкость на резьбу высечки и продолжайте нарезание резьбы на стальном стержне.
Шаг 8
Поменяйте направление вращения штамповочного ключа на противоположное, чтобы снять матрицу со стального стержня, когда резьба будет обрезана до необходимой длины.
Протрите резьбу чистой тряпкой, чтобы удалить металлическую стружку со стального стержня.
Ссылки
Вещи, которые вам понадобятся
- Настольные тиски
- Калибр резьбы
- Шестигранная гайка
- Матрица с плашечным ключом
- Режущая жидкость
- Чистая ветошь
Руководство для начинающих
Использование набора для метчиков и штампов
Наличие отличного набора для метчиков и штампов полезно и жизненно важно для людей, работающих в гараже или в ремонтной мастерской.Набор метчиков и штампов также является отличным дополнением многих наборов инструментов для дома.
Прежде чем вы научитесь пользоваться набором метчиков и штампов, важно знать, какой из них купить, даже если вы используете его для мелкого домашнего ремонта. Набор должен быть хорошего качества и долговечным, чтобы пользоваться им с удовольствием.
Прежде чем мы углубимся в то, как использовать набор для метчика и штампа, я хочу поблагодарить блог right to rise за размещение этой статьи на нашем веб-сайте.
Итак, что такое набор для метчиков и штампов?
Набор метчиков и плашек — это инструмент «два в одном», используемый для нарезания резьбы вокруг отверстия и нарезания резьбы.Вы используете метчик, чтобы нарезать резьбу в отверстиях, в которых расположены резьбовые крепежные детали, и использовать штамп для нарезания резьбы на стержнях, которые в основном сделаны из стали.
Плашки
также предназначены для создания новой резьбы на вновь сформированных болтах и восстановления существующей резьбы на болтах и винтах.
Прежде чем научиться пользоваться, необходимо знать различных типов метчиков и штампов . Он состоит из следующего:
Метчик с конусом используется для нарезания резьбы или нарезания резьбы. Они сужаются снизу до нитки вверху.
Используется для углубления резьбы, нарезанной коническим метчиком. Углы аналогичны метчику, но только до уровня шестой резьбы.
Он сильно отличается от второго метчика и метчика с конусом. Он в основном используется для получения аккуратных результатов на концах болтов.
Циркулярная матрица предназначена для обработки резьбы целиком за одну операцию. Вы касаетесь только потоков сбоку, чтобы облегчить запуск.
- Двухсекционные регулируемые матрицы
Вы используете этот штамп для изготовления длинной резьбы.Процесс включает в себя несколько операций резания, которые требуют закрытия матрицы после каждой резьбы.
Этапы использования набора для метчиков и штампов
- Определите номер резьбы для каждого дюйма
Когда вы делаете резьбу, вы должны решить, сколько ниток вы будете использовать на дюйм. Это будет зависеть от выбора болта и объекта. Вы можете использовать калибр для болтов, чтобы измерить и рассчитать количество резьбы в замке. Определив количество, выберите плашку, которая должна вписаться в резьбу.
Коническая матрица подскажет, с какой стороны работать с ней в первую очередь. Прежде чем выбрать матрицу для использования, вам необходимо вставить ее в гаечный ключ, чтобы направлять и удерживать его.
- Сделать новую резьбу
Перед созданием резьбы необходимо зафиксировать фиксатор тисков, чтобы предотвратить перемещение объекта или болта. Если объект или болт прикреплены достаточно хорошо, будет просто получить целую резьбу от штампов.
При проявке резьбы металл, который вы используете для нарезания, может выделять тепло; убедитесь, что вы нанесли масло для его смазки.Поместите матрицу на предмет или болт горизонтально. Этот шаг — время, когда вы можете использовать свой кубик.
Используйте гаечный ключ, чтобы удерживать матрицу и болт, и поместите матрицу в верхней части болта. Перемещение гаечного ключа создаст новую резьбу на болте.
Убедитесь, что вы выполняете операцию в обратном направлении примерно на пол-оборота после нескольких оборотов матрицы. Каждая революция будет создавать прозрачные потоки. Революция очистит всю нить и легко надрежет штамп.
Переверните гаечный ключ, чтобы проверить, проходит ли болт через матрицу.Продолжайте поворачивать ключ, пока не получите желаемую резьбу.
- Превратите металлический стержень в болт
Можно использовать матрицу для превращения обычной стали в болт. Для этого стержень должен иметь скошенный конец. Матрица не будет работать наилучшим образом, если у прилагаемого стержня будут плоские концы. Вы можете использовать болгарку, чтобы сделать из стержня с плоским концом скошенный конец.
Не забывайте использовать масло в качестве смазки при нарезании резьбы. Двигайте матрицу медленно и плавно.Если вы нетерпеливы, вы испортите весь процесс.
- Резьбовое отверстие
Для начала вставьте метчик в специальный ключ. Обязательно затяните его, чтобы не сдвинуть. Чтобы создать отверстие с помощью набора метчиков и штампов, вам необходимо знать следующее: размер сверла для метчика, количество резьбы на болте или винте (на дюйм), размер метчика и размер винта, а также объект размер.
Переверните метчик на несколько оборотов и обязательно нанесите смазку при проделывании отверстия.
Часто задаваемые вопросы (FAQ)
- Как узнать размер крана?
Диаметр метчика или сверла равен стандартной ширине за вычетом шага резьбы. Диаметр крана рассчитывается по обычной и простой формуле.
Например, если диаметр метчика составляет 0,375, а шаг резьбы — 0,0625, размер метчика будет 0,312 дюйма.
- Что такое пусковой кран?
Метчик стартовый еще называют конусной фаской.Метчик стартовый используется для черновой обработки термообработанного металла. Вы можете использовать заглушку для различных применений постукивания.
Фаски стартера используются, когда недостаточно отверстия для заглушки или метчика.
- В чем разница между метчиком и плашкой?
Метчик используется для нарезания или формирования резьбы, этот процесс называется нарезанием резьбы. Матрица используется для резки пары материалов, например болтов, и этот процесс называется нарезанием резьбы. Оба набора используются для очистки потоков, и этот метод называется погоней.
- Что означает шестигранный кубик?
Матрица с шестигранной головкой — это матрица для нарезания резьбы, предназначенная для нарезания резьбы на жестких поверхностях. Как следует из названия, все отверстия должны быть одинакового размера и одинакового размера резьбы.
При работе с наборами метчиков и штампов существует потенциальная опасность. Перед началом работы наденьте защитные очки. Метчики и плашки острые, поэтому старайтесь не порезаться во время операции.
| НАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАНИЯ СТРАНИЦЫ | ||
| НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ С ЗАПАСОМ И ПЛАСТИНКОЙ | ||
| В.Райан © 2019 | ||
| ФАЙЛ PDF — НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОЧЕГО ЛИСТА | ||
Нарезание внешней резьбы достигается за счет использования штампа, удерживаемого в прикладе. Плашки изготавливаются из углеродистой или быстрорежущей стали, закалены и отпущены. Ложа обычно изготавливается из низкоуглеродистой стали. Наиболее распространенная форма штампа — это «круглая разрезная матрица», изображенная напротив.Канавки матрицы создают «врезку» в материале, на который нарезается резьба, образуя резьбу. «Круглые» зазоры позволяют стружке отработанного материала выходить из матрицы, предотвращая засорение режущего инструмента. | ||
| ТИПОВЫЙ ЗАПАС С ЦЕНТРАЛЬНЫМ РЕГУЛИРОВОЧНЫМ ВИНТОМ | ||
| Круглые разъемные матрицы имеют определенную степень регулировки.Приклад, показанный ниже, имеет три регулировочных винта. Два внешних винта затягивают матрицу, получая немного меньшую резьбу. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого разреза при нарезании резьбы, а затем второго разреза при затяжке внешних винтов. | ||
| Стоит отметить : Если плашки будут использоваться на латуни, не используйте их на стали.Использование штампа для нарезания резьбы на стали приводит к износу режущих кромок штампа, что делает резьбу на латуни менее точной и менее острой. | ||
| КАК НАРЕЗАТЬ ВНЕШНЮЮ РЕЗЬБУ ВРУЧНУЮ | ||
Это может быть очевидно, но при нарезании резьбы на стали круглого сечения сначала выберите правильный диаметр. Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм.Производимая резьба будет иметь резьбу M8 (метрическая 8). Сделайте фаску на конце стали круглого сечения. Это поможет начать резьбу при использовании штампа и ложи. Фаска может быть создана более точно на токарном станке, если таковой имеется. Используйте режущий состав при нарезании резьбы, нанося его на сталь перед началом нарезания. Это обеспечит более плавный процесс и даст более «острую» нить. | ||
Выберите правильный штамп.Если требуется резьба M8, убедитесь, что она нанесена / протравлена на поверхности матрицы. Плашка должна быть помещена в ложу более широкой стороной вниз к стали, на которую должна быть нарезана резьба. Центральный регулировочный винт следует затягивать, слегка расширяя матрицу, а также надежно удерживая ее в ложе. Расширение матрицы облегчает начальную нарезку резьбы. | ||
Убедитесь, что сталь круглого сечения находится в тисках вертикально (под углом 90 градусов). Установите матрицу на сталь круглого сечения, удерживая ее параллельно тискам. Слегка надавите и поверните приклад по часовой стрелке. Первая пара «оборотов» матрицы имеет решающее значение. Если ложа не параллельна тискам, получится пьяная нить. Остановитесь, как только матрица начнет обрезать первую пару витков резьбы, и убедитесь, что заготовка все еще параллельна тискам. Продолжайте вращать приклад по часовой стрелке. После того, как резьба была начата, для каждого вращения по часовой стрелке поворачивайте заготовку против часовой стрелки на пол-оборота.Это удалит стальную стружку с матрицы. Нарезание резьбы можно продолжать до тех пор, пока не будет достигнута правильная длина. Снимите заготовку и матрицу с резьбы, повернув ее против часовой стрелки, эффективно открутив ее от стали. Ослабьте центральный регулировочный винт, а затем затяните два внешних регулировочных винта. Опустите матрицу по резьбе еще раз, так как это позволит аккуратно обработать резьбу. | ||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ИНДЕКСА ОБОРУДОВАНИЯ И ПРОЦЕССОВ СТРАНИЦА | ||
Нарезание резьбы винтами — Appropedia: Theustainability wiki
Рис.1 — Стандартная форма арнериканской резьбы. P равно шагу резьбы, d обозначает глубину резьбы, f равно ширине плоскости вверху и внизу резьбы.
Хотя резьба может быть разной, американский стандарт является наиболее часто используемым в этой стране (США) для всех общих работ. Форма нити — треугольник с углом между сторонами 60 градусов. Верх и низ сплющены до ширины в одну восьмую шага; глубина составляет 0,649519 шага. Шаг или подъем любой резьбы — это расстояние, на которое гайка проходит за один полный оборот.Американская стандартная резьба показана на рис.1.
Нитки могут быть левыми и правыми; правая резьба — это резьба, при которой гайка навинчивается на болт поворотом вправо или по часовой стрелке; обратное применимо к левой резьбе. Следует помнить об этой разнице в направлении резьбы, поскольку очень часто случается, что гайка или болт не могут быть ослаблены гаечным ключом не из-за ржавчины, а из-за того, что гайка или болт поворачиваются в неправильном направлении — скорее затягиваются. чем расшатывать.
Одинарная и двойная резьба показаны на рис. 2. Множественная резьба необходима там, где гайке нужно пройти большее расстояние за один оборот, чем это было бы возможно для одинарной резьбы.
Рис. 2 — Одинарная и двойная резьба. Двойная резьба используется, когда гайка должна пройти большее расстояние за один оборот, чем это возможно для одинарной резьбы.
Детали, которые должны быть соединены резьбой, состоят из внешней и внутренней резьбы, причем внешняя резьба формируется на болте, а внутренняя — на гайке.
Винтовая резьба типа V диаметром до одного дюйма может быть нарезана вручную, но что-либо помимо этого или других типов резьбы обычно нарезается на токарном станке.
Наиболее удовлетворительный ручной процесс состоит из нарезания внутренней резьбы набором метчиков и наружной резьбы штампом, удерживаемым в заготовке. Рассматривая сначала использование метчиков, очевидно, что если необходимо нарезать резьбу на внутренней стороне объекта, такого как гайка, сначала необходимо просверлить отверстие; поскольку диаметр всех витков резьбы измеряется снаружи, отсюда следует, что, скажем, для резьбы в 1 дюйм диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны.Этот момент проиллюстрирован на рис.3.
Рис. 3 — Из вышеприведенной схемы читатель может получить четкое представление о разнице между размером резьбы, размером зазора и диаметром применительно к резьбе винтов.
Диаметр просверливаемого отверстия называется размером резьбы. Набор метчиков того типа, который используется для нарезания внутренней резьбы, показан на рис. 4. Следует отметить, что в наборе три метчика, все одинакового максимального диаметра. Сначала используется конический метчик, и будет видно, что на некотором расстоянии от его конца нет резьбы.Это позволяет метчику входить в отверстие и помогает рабочему удерживать метчик на одном уровне с отверстием, что очень важно, если необходимо делать точные разрезы. Метчик подходит к квадратному концу крана и образует ручку, с помощью которой кран можно постепенно поворачивать в отверстие. Если кран пройден. через отверстие нарезается полная резьба; но если отверстие не проходит сквозь металл, на дне отверстия не нарезается резьба. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо установить второй метчик, который, как можно видеть, имеет только несколько сточенных резьб на нижнем конце.Наконец, пробка или метчик для нижней части используется для завершения резьбы до дна глухого отверстия.
При нарезании резьбы в тонком металле часто бывает трудно удерживать метчик в вертикальном положении. Простой способ преодолеть эту проблему — поместить гайку того же размера и формы, что и резьба, которую нужно нарезать, поверх отверстия и плотно прижать ее к поверхности металла. Метчик проходит через гайку перед входом в отверстие и, таким образом, поддерживается.
Рис.4 — Комплект из трех отводов более распространенного типа.Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и вторых метчиков сужаются.
Метчики должны быть чрезвычайно твердыми, чтобы их резьба могла прослужить как можно дольше. Как следствие, они чрезвычайно хрупкие и легко ломаются неопытным пользователем. При использовании требуется особая осторожность, особенно с меньшим диаметром. К гаечному ключу следует приложить одинаковое давление обеими руками; обычно сильнее нажимать правой рукой, но этого следует избегать.Между прочим, слишком длинный метчик увеличивает опасность неравномерного давления и приложения чрезмерной силы.
Следует проявлять осторожность, чтобы не поворачивать кран постоянно; в противном случае стружка не удаляется, и метчик плотно заклинивает в отверстии. Его следует повернуть вперед примерно на четверть оборота, назад на четверть оборота, вперед на пол-оборота и так далее. Скорость постукивания может быть увеличена, когда оператор привыкает к ощущениям от работы и может судить по прошлому опыту, какое давление нужно приложить до заклинивания метчика.
Если метчик сломался, его можно извлечь, открутив плоскогубцами, если какая-либо часть метчика выступает, или сделав кусок стали пальцами, чтобы он соответствовал канавкам, если метчик сломался под поверхностью. В некоторых случаях может потребоваться нагреть и размягчить метчик, а затем просверлить его (как описано для удаления сломанных сверл в разделе «Сверление металла»).
Чтобы предотвратить перегрев метчика и потерю правильной степени жесткости, масло во время нарезания резьбы следует наносить свободно.
Ложки и плашки используются для нарезания наружной резьбы. Существует множество различных конструкций, наиболее распространенная форма показана на рисунке 5. Матрица представляет собой гайку из закаленной стали, разрезанную на две половины. Обе части имеют V-образные канавки по краям, которые перекрывают соответствующий выступ на стороне прямоугольного отверстия в ложи. Таким образом, две половинки могут скользить вдоль и регулируются до нужного размера с помощью установочного винта. Плашки точно подогнаны к направляющим на ложе и имеют маркировку 1 и 2, чтобы гарантировать правильное положение при каждом использовании.
Рис. 5 — Матрица, используемая для нарезания наружной резьбы.
Ложа обычно рассчитана на три размера штампов (например, 1/4 дюйма, 3/8 дюйма и ½ дюйма). Для следующих трех размеров штампов используется больший запас. В центре каждой половины штампа вырезается выемка для удаления обрезанного металла. Это также обеспечивает дополнительные режущие кромки и в то же время снижает трение и предотвращает заедание. Чем меньше поверхность винта, тем быстрее режется матрица.С другой стороны, большая поверхность сшивания помогает сохранить правильность штампа и формирует лучшую резьбу.
Перед тем, как начать нарезать резьбу с помощью заготовки и матрицы, очень важно, чтобы стержень был правильного диаметра. Идеальная нить. может быть разрезан на стержне, который либо слишком мал, либо слишком велик, но в первом случае гайка будет незакрепленной, во втором случае не будет подходить.
Лучший план, когда необходимо нарезать и нарезание резьбы, и нарезание резьбы, — сначала нарезать резьбу в отверстии, так как оно имеет фиксированный размер, а затем нарезать резьбу болта по размеру.Стержень должен быть слегка сужен ближе к концу, чтобы матрица начала движение, а затем можно отрегулировать матрицы, чтобы они соответствовали стержню, и две половинки должны быть достаточно затянуты, чтобы удерживать заготовку и матрицы на месте. Убедитесь, что приклад находится под прямым углом к стержню, на который должна быть нарезана резьба.
Поворачивайте приклад, пока не будет нарезана мелкая резьба необходимой длины. Затем поверните обратно до конца и еще немного затяните плашки; повторяйте процесс, пока нить не будет обрезана до нужной глубины.Проверьте, используя гайку, на которую ранее нарезали резьбу. Если гайка не затягивается после того, как резьба на стержне была полностью нарезана, это означает, что стержень слишком большой в диаметре, и часть резьбы необходимо отпилить, прежде чем плашки снова спустятся. Было бы неразумно следовать практике некоторых мастеров по металлу использовать штампы для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью ее сорвет. Если стержень маленького диаметра, вероятно, он открутится.
Использование штампов. При использовании штампа для нарезания резьбы в чугуне или стали шток должен быть хорошо смазан легким машинным маслом, чтобы предотвратить перегрев штампа. Кроме того, важно, чтобы зазоры не попадали в отходы металла.
После того, как штампы нарезаны на необходимую длину резьбы, их необходимо снова повернуть без затяжки, так как они предназначены для нарезания резьбы только в одном направлении.
На рис. 5 показан другой распространенный тип заготовки и матрицы, подходящие для нарезания резьбы меньшего размера.Ложа рассчитана на большее количество штампов, чем у более крупного типа. Круглая разрезная матрица удерживается в ложе тремя маленькими установочными винтами, и небольшая регулировка диаметра матрицы возможна, сначала затягивая центральный винт. Это открывает разрез и увеличивает эффективный диаметр. Этот тип ложа и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Железная труба. Самая распространенная работа по нарезке резьбы, с точки зрения домашнего мастера, связана с трубами для использования в водопроводной системе.Резьба на трубах и фитингах соответствует американскому стандарту. трубная резьба, имеющая угол 60 градусов. Трубная резьба имеет небольшой конус, диаметр передней части меньше диаметра торца. Это делается для того, чтобы при свинчивании двух отрезков трубы полученное соединение было водонепроницаемым. Факт остается фактом: зачастую невозможно получить абсолютно водонепроницаемое соединение, даже если резьба искусно нарезана и перед соединением на внешнюю резьбу нанесена смазка или компаунд для труб.Этот состав обеспечит герметичность соединения.
Ложа и плашки, используемые для нарезания трубной резьбы, аналогичны по конструкции тем, которые используются для других работ на станке. Невозможно правильно разрезать трубу и нарезать резьбу, если она не будет надежно зажата в тисках. Используйте либо трубные тиски, либо тиски с параллельными губками, оснащенные трубными губками (см. Тиски).
Перед нарезанием резьбы трубу, конечно же, необходимо обрезать до нужного размера. При измерении трубы необходимо сделать некоторый припуск для резьбовой части на каждом конце, который будет ввинчиваться в фитинг.Это количество будет варьироваться в зависимости от диаметра трубы. Хороший план — отрезать трубу и нарезать резьбу так, чтобы ее можно было провести прямо до выступа фитинга.
Железную трубу обычно режут труборезом. Можно использовать ножовку, но сделать идеально прямой пропил с помощью этого инструмента практически невозможно, а если конец трубы неровный, резьба будет выброшена не так, как надо.
Труборез имеет небольшие стальные ролики и отрезной круг. Пространство между роликами и отрезным кругом можно регулировать поворотом ручки резака.
Рис. 6 — Ложа, предназначенная для обработки штампов большого ассортимента. Разъемная матрица, используемая с этой ложей, показана вместе с методом, использованным для ее закрепления в ложе. Приставка этого типа с набором матриц отлично подходит для работы с малым диаметром.
Поместите трубу, которую нужно разрезать, в тиски и дайте ей выйти за пределы скамейки, чтобы можно было вращать труборез вокруг трубы в точке, отмеченной для резки. Наденьте резак на трубу и отрегулируйте его положение так, чтобы отрезной диск находился точно над той точкой, которую нужно отрезать.Поверните ручку резака так, чтобы отрезной диск немного вошел в трубу, затем поверните резак вокруг трубы. Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как будет сделан первый разрез, затяните ручку резака и снова поверните ее вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезном круге облегчат работу. Само собой разумеется, что успех этой операции зависит от наличия на фрезе острого и точного отрезного круга.
После того, как труба будет нарезана, она готова к нарезанию резьбы, это делается так же, как нарезание резьбы в стержне. Чтобы матрица начиналась прямо на трубе, используется втулка.