Как сварить пластиковые трубы: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги
Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Для обеспечения качественного соединения большое значение имеет правильный выбор этого прибора. Он должен иметь комплект насадок разных диаметров. Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:
Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:
-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт; -
при диаметре 63-75 мм — не менее 850 Вт; -
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.
При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
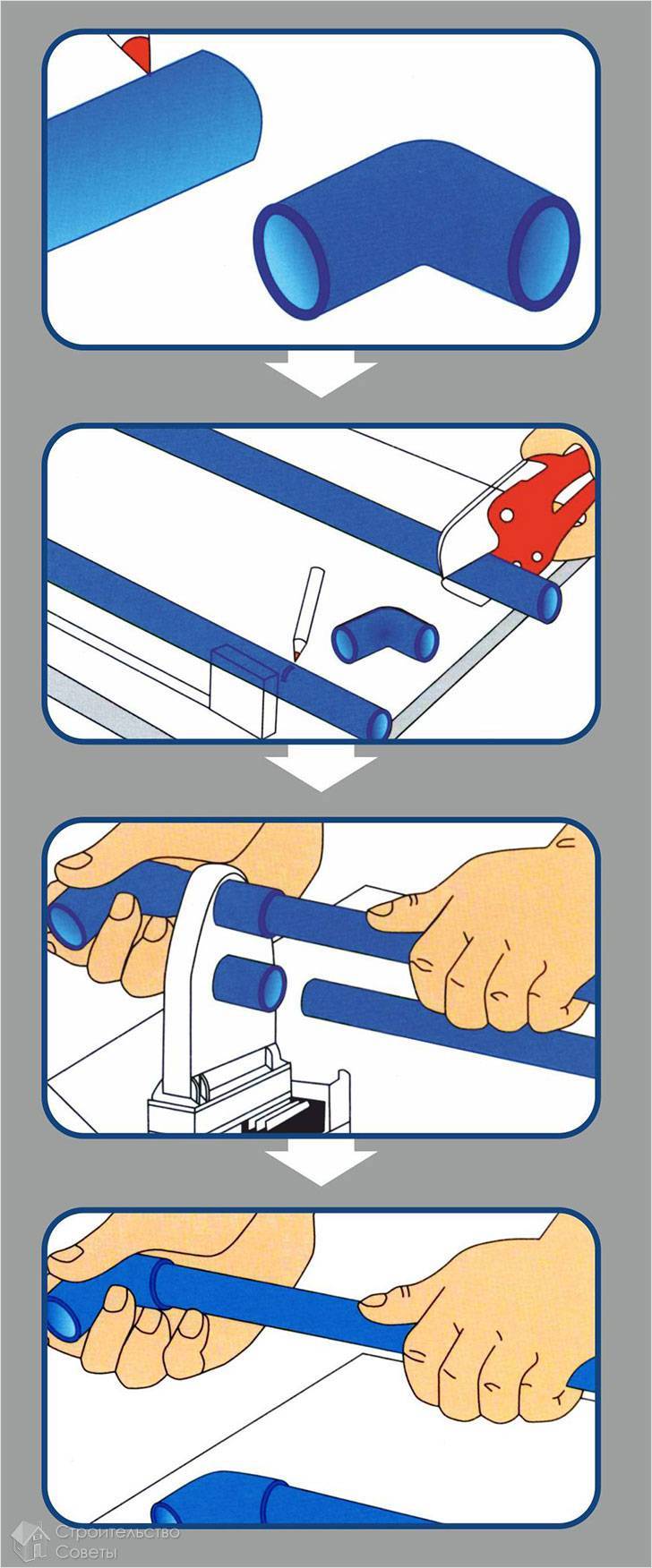
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез. -
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения. -
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
-
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы. -
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата). После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.

В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Монтаж полиэтиленовых труб
Неоспоримый факт, домашние умельцы успешно осваивают технологии профессионального уровня. Примером может служить самостоятельный монтаж пластиковых водопроводных и канализационных систем. Этому способствует широкий выбор материалов и монтажных деталей, позволяющий успешно реализовать проекты разных уровней сложности.
Пластиковые трубы выгодно отличаются от металлических: несложным монтажом, коррозиестойкостью, продолжительным, 50 и более лет назначенным ресурсом.
Такие системы отличаются высокой ремонтопригодностью. Поврежденные фрагменты водопроводной или канализационной системы хозяин дома может заменить самостоятельно.
Пластиковые трубы, пользующиеся наибольшим спросом
Основной материал для обустройства водопровода в частном доме или городской квартире — труба пнд 25 цена которой имеет все основания называться бюджетной. Материал может эксплуатироваться в диапазоне наружных температур от -60 до +130°С, при температуре теплоносителя до 90°.
Пластиковые трубы без последствий выдерживают значительные, в том числе ударные нагрузки, не окисляются. Что положительно сказывается на качестве воды.
- Цена трубы полиэтиленовой канализационной 110 мм в центральных регионах страны примерно одинаковая. Это основной материал для обустройства надежных и долговечных канализационных систем.
- Стойкость труб из полиэтилена низкого давления к внешним воздействиям удачно сочетается с долговечным эксплуатационным ресурсом, экологичностью материала и умеренной стоимостью.
- В бюджетных канализационных системах допускается применение технических труб пнд, изготовленных из вторичного сырья. Меньший ресурс таких конструкций компенсируется их доступной стоимостью, монтажные характеристики этих материалов стандартные.
- Экологичность таких материалов ниже, в тоже время основной ассортимент отвечает требованиям действующих экостандартов.
При возможности свободного выбора, рекомендуется отдать предпочтение трубам от производителя, известного качеством своей продукции. Повышенная стоимость таких материалов в полной мере соответствует их совершенным рабочим характеристикам.
Возникли вопросы?
Звоните нам
прямо сейчас!+7 (495) 961-02-48
Тепловая сварка пластиковых труб
- Тепловая сварка пластиковых труб не требует особой квалификации, должные навыки приобретаются в процессе работы. Специальное устройство, так называемый паяльник можно купить или арендовать на время монтажных работ. Прилагаемый набор насадок позволяет выполнить надежное и герметичное соединение труб разного диаметра.
- Устройство для тепловой сварки позволяет в достаточных пределах плавно регулировать рабочую температуру насадок. Таким образом, упрощается соединение труб разного диаметра с разной толщиной стенок.
- Температура плавления труб изготовленных из: полиэтиленового, полиэфирного или полипропиленового сырья, может незначительно отличаться. Оптимальный нагрев насадок подбирается опытным путем.
 Прилагаемый набор насадок позволяет выполнить надежное и герметичное соединение труб разного диаметра.
Прилагаемый набор насадок позволяет выполнить надежное и герметичное соединение труб разного диаметра.
Насадка для тепловой сварки пластиковых труб большого диаметра в комплект паяльника не входит, при необходимости приобретается отдельно. Торцевое соединение требует точного совмещения свариваемых труб, поэтому такие работы выполняются после приобретения должного навыка.
Прочные и надежные сварные соединения имеют существенный недостаток, поскольку являются неразъемными. Для врезки в систему: крана, клапана, тройника или другой монтажной детали, рекомендуется использовать разборные фитинговые соединения.
В таком варианте заменить неисправный элемент системы можно без особых проблем.
Сочетание сварных и фитинговых соединений обеспечивает системе надежность эксплуатации, в то же время придает ей определенный уровень ремонтопригодности.
ЗАКАЗАТЬ МОНТАЖНЫЕ РАБОТЫ
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.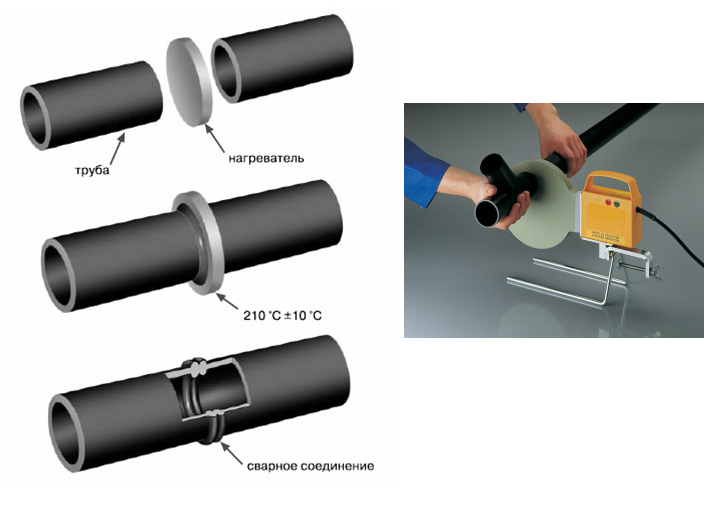
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры.
 Это сигнал к тому, что инструментом можно начинать пользоваться.
Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.

Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»).

.
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основные этапы
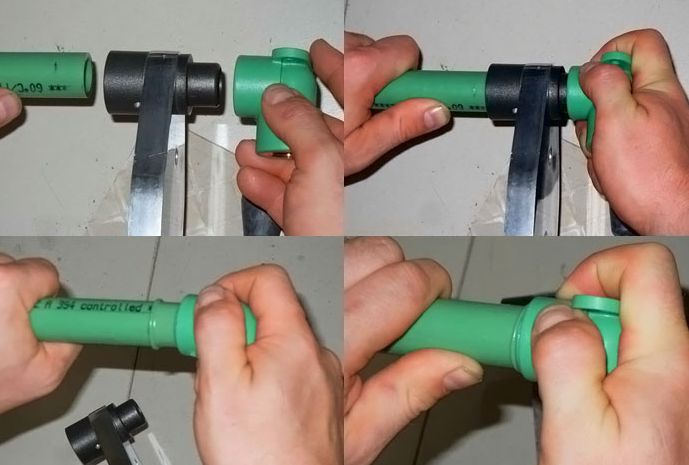
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн.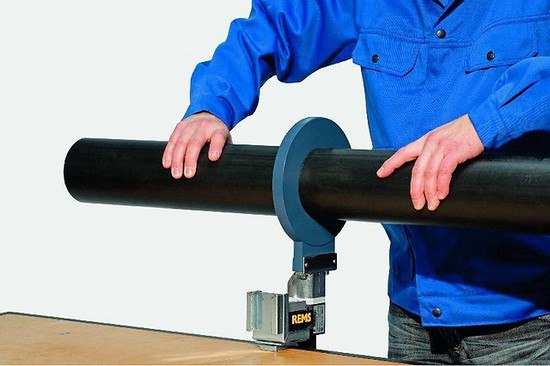 В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.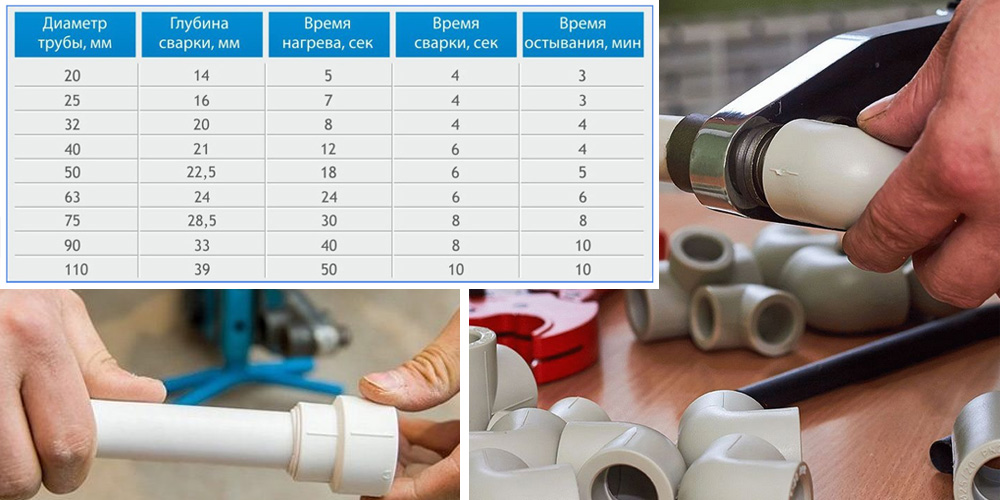
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
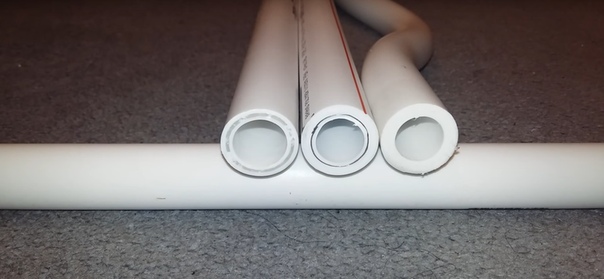
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
-
При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см. -
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим. -
Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить. -
Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными. -
Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности. -
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Как спаять полипропиленовые трубы без паяльника: методы пайки
В привычном понимании большинства людей спаивание материалов происходит при помощи паяльника, вне зависимости от того, с какими предметами ведется работа. Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Дополнительные методы могут помочь в работе с трубами любого диаметра, так что если возникают вопросы, можно ли припаять без паяльника толстую трубу, то это будет вполне возможным. Тем не менее, даже при отсутствии паяльника, для работы нужна:
- Аккуратность выполнения соединения;
- Внимательность для отслеживания ситуаций, когда соединение образуется с браком;
- Предварительной подготовки, чтобы увеличить вероятность получения качественного результата;
- Опыт в пайке, чтобы сделать все максимально надежно.
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.

Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка. Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
- Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
- При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
- Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления. Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
- Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
- На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
«Важно!
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.»
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
«Важно!
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.

Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.

- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.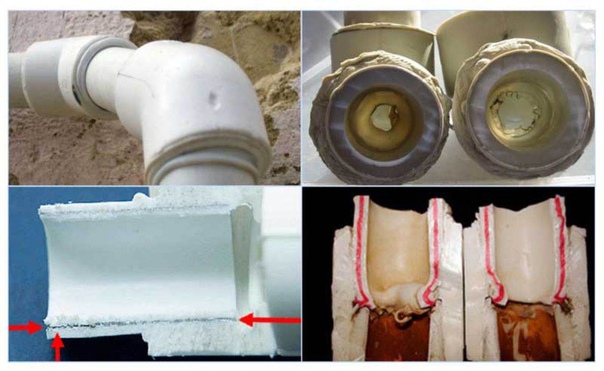
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.

Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Трубы ПВХ и ПП — основные отличия
Пластиковые трубы получили широчайшее распространение, они используются для водо- и газоснабжения, монтажа канализации, ливневых стоков и т.д. На рынке можно встретить трубы самых разных типов, поэтому у потребителя могут возникнуть вполне понятные сложности с выбором конкретного варианта труб под решаемую им задачу.
Одними из наиболее популярных в настоящее время являются трубы из полипропилена (ПП) и поливинилхлорида (ПВХ). Каждый из вариантов имеет свои достоинства, поэтому при выборе труб в первую очередь следует учитывать, для каких целей они приобретаются. Основное отличие труб ПП и ПВХ состоит в используемых при их изготовлении материалах, что и определило их свойства и сферы применения.
Каждый из вариантов имеет свои достоинства, поэтому при выборе труб в первую очередь следует учитывать, для каких целей они приобретаются. Основное отличие труб ПП и ПВХ состоит в используемых при их изготовлении материалах, что и определило их свойства и сферы применения.
Трубы из ПВХ
ПВХ-трубы изготавливаются из специального поливинилхлорида, не выделяющего канцерогенных веществ. Области применения данных труб:
- монтаж систем водоснабжения;
- создание систем полива;
- прокладка безнапорной канализации;
- обустройство ливневых стоков.
Существует несколько разновидностей ПВХ, для производства труб чаще всего используют непластифицированный поливинилхлорид – нПВХ (PVC-U) и хлорированный ПВХ (PVC-С).
PVC-U демонстрирует высокую химическую стойкость, напорные трубы из этого материала хорошо работают при температурах от 0 ºC до 60 ºC. Они могут использоваться для транспортировки щелочей, кислот и других агрессивных жидкостей. Кроме того, их можно использовать для подачи воды, нПВХ абсолютно безопасен для человека.
Кроме того, их можно использовать для подачи воды, нПВХ абсолютно безопасен для человека.
Хлорированный ПВХ (PVC-С) отличается высокой температурой плавления ‒ свыше 480 ºC. Кроме того, он отличается высокой механической прочностью, трубы из него широко используются для создания водопроводов высокого давления. Материал хорошо противостоит агрессивным средам, поэтому трубы из него могут использоваться для перекачки сильных кислот и других агрессивных реагентов. Кроме того, трубы из PVC-С можно применять для транспортировки воды, растительных масел, соков и любых других жидких пищевых продуктов.
При использовании ПВХ-трубы в напорных системах их лучше всего соединять с использованием специального клея и подходящих под размер труб ПВХ-фитингов. После застывания клея образуется прочное надежное соединение.
Трубы из ПП
Полипропиленовые трубы дороже труб из ПВХ, но при этом они обладают и своими преимуществами, в их числе:
- высокая прочность;
- термостойкость;
- морозоустойчивость;
- экологичность;
- долговечность.

ПП-трубы обладают высокой прочностью, они хорошо восстанавливают форму после нагрузок. Наибольшей прочностью обладают армированные трубы, прочность им обеспечивает специальный армирующий слой из алюминиевой фольги или стеклопластиковых волокон.
Полипропиленовые трубы выдерживают температуру до 140 ºC, что позволяет использовать их в системах отопления и горячего водоснабжения (обычно указывается рабочая температура не выше 95 ºC). Трубы из полипропилена выдерживают морозы до -20 ºC, их можно монтировать даже зимой. Наконец, ПП трубы очень экологичны и долговечны, срок их службы составляет десятки лет.
Монтаж ПП-труб чаще всего производится сваркой, для обеспечения нужной конфигурации системы используются разнообразные фитинги. Чаще всего полипропиленовые трубы используются при прокладке водопроводов, систем отопления и горячего водоснабжения.
В нашей компании Вы можете приобрести недорогие трубы ПП и ПВХ любого интересующего Вас диаметра, а также разнообразные фитинги и запорную арматуру. Мы работаем в ряде городов страны, включая Екатеринбург, Тюмень, Челябинск, Пермь, Курган, Салехард, Оренбург, Ханты-Мансийск. Вы можете оформить заказ на интересующие Вас трубы прямо сейчас!
Мы работаем в ряде городов страны, включая Екатеринбург, Тюмень, Челябинск, Пермь, Курган, Салехард, Оренбург, Ханты-Мансийск. Вы можете оформить заказ на интересующие Вас трубы прямо сейчас!
Сварка труб | Сварка пластмасс | Сварка пластиковых труб
Какие пластмассы можно сваривать?
Растворы для сварки пластмасс обычно выполняются с использованием следующих материалов на основе полимеров:
- Политетрафторэтилен, который является упругим, стабильным и обладает способностью выдерживать воздействие агрессивных химикатов.
- Поливинилхлорид, легкий и жесткий, а также известный своей прочностью и огнестойкостью.
- Хлорированный поливинилхлорид, известный своей способностью выдерживать высокие температуры.
- Полипропилен, известный своей эластичностью и высокой химической стойкостью.
- Полиэтилен высокой плотности, известный своим широким соотношением прочности и плотности.
- Поливинилиденфторид — прочный и прочный пластик, известный своей способностью противостоять агрессивным химическим веществам.

Что лучше всего связывает пластик с пластиком?
Связующий агент, используемый для приклеивания пластика к пластику, зависит от типа используемого пластика. Некоторые пластмассы лучше реагируют на химическую связь с растворителем, в то время как другие пластмассы лучше реагируют на тепловую связь.
Можно ли сваривать разнородные пластмассы?
Опять же, это зависит от типов используемых пластмасс и процесса их склеивания. Как правило, не рекомендуется сваривать два разных пластика, поскольку они могут не создавать такой прочной связи, как два одинаковых пластика.
Насколько прочны сварные швы?
Термопласты, будучи чрезвычайно универсальными, позволяют создавать прочные и долговечные сварные швы. Некоторые пластмассы имеют более медленное время разрушения, чем металлы, поэтому в зависимости от проекта и конечного использования компонентов мы порекомендуем решение, которое обеспечит долговечность сварных швов.
Как обычно используются сварные пластмассы?
Сварные пластмассы находят тысячи применений. Например, вы можете использовать сварные швы в области медицины для транспортировки газов и химикатов через мелкие и крупные спасательные компоненты.
Например, вы можете использовать сварные швы в области медицины для транспортировки газов и химикатов через мелкие и крупные спасательные компоненты.
Использование пластиковых сварных швов позволяет избежать осложнений, связанных с коррозией металлических компонентов транспортируемых материалов. Вот почему мы видим, что сварка пластмасс наиболее часто используется в этих отраслях:
Можно ли сплавить пластик вместе?
Да, пластик можно сплавить вместе, если два куска пластика сделаны из одного материала.Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Можно ли сваривать пластмассы с помощью паяльника?
Использование паяльника для сваривания двух пластиков не рекомендуется, так как образовавшаяся связь будет слабой и не пригодна для транспортировки большинства жидкостей, газов или других химикатов. Вы не получите прочного соединения с помощью паяльника, поэтому мы не рекомендуем это делать.
Десятилетия опыта в сварке пластмасс
Если вам нужен опыт в производстве пластмасс, это одна из наших специализаций уже более 30 лет. Наша команда экспертов прошла перекрестное обучение в области сварки пластмасс и металлов, что означает, что мы предложим квалифицированные рекомендации по вашему следующему проекту.
Наша команда экспертов прошла перекрестное обучение в области сварки пластмасс и металлов, что означает, что мы предложим квалифицированные рекомендации по вашему следующему проекту.
Как сваривать трубы и фитинги из ПВХ с помощью растворителя: 6 шагов
Предупреждение: научное содержание!
Грунтовка для ПВХ служит почти для тех же целей, что и грунтовка при окраске. Грунтовка для краски подготавливает поверхность и дает молекулам краски хороший материал, на который они способны прилипать. Грунтовка ПВХ очищает от мусора, затем «переваривает» поверхностные молекулы детали из ПВХ, так что при нанесении растворителя / цемента он может легко растворить внешние слои.
Этот продукт содержит 13-17% метилэтилкетона, 70-80% ацетон (диметилкетон), 5-10% циклогексанона и незначительное количество других вредных химикатов.
Откройте банку с (фиолетовой) грунтовкой. Если его открывают в первый раз, вам может понадобиться действительно большой парень или трубный ключ, чтобы сломать печать. В большинстве случаев тампон встраивается прямо в верхнюю часть.
В большинстве случаев тампон встраивается прямо в верхнюю часть.
Вытяните аппликатор, прикрепленный к крышке, и приложите его к стенке банки, чтобы вытечь излишки.Этот материал течет как вода и пачкает ВСЕ. Вероятно, он пропитает верхнюю часть банки.
Тщательно закройте каждую свариваемую поверхность обеих частей. Только будьте осторожны с пробежками. Если вы делаете несколько фитингов, вы можете пойти дальше и загрунтовать все, детали можно загрунтовать заранее, если они не пачкаются перед цементированием.
Грунтование — это химический процесс. Молекулы растворителя (ацетон и МЕК) диффундируют и поглощаются поверхностью ПВХ-пластика.Это делает блестящую поверхность шероховатой в процессе формования и разбухает пластик, ослабляя длинные полимерные цепи. Оба эти процесса способствуют получению прочного сварного шва. Грунтовка очень быстро впитывается и испаряется, поэтому пластик не будет долго оставаться «влажным на ощупь». Однако важно, чтобы пластик был химически «влажным» абсорбированным растворителем, поэтому я бы не позволял загрунтованным деталям оставаться более 5 минут перед цементированием. Повторная грунтовка не повредит.
Повторная грунтовка не повредит.
Некоторые утверждают, что грунтование необязательно.Я лично предпочел бы не выяснять это на собственном горьком опыте.
См. Внешнюю ссылку:
http://newsite.oatey.com/Channel/FAQ.html#Q09
Стыковая сварка пластмасс плавлением
Стыковая сварка плавлением — так называется сварка горячим листом термопластичных труб. Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Процесс
Фаза нагрева, иногда называемая «поднятием борта», — это когда концы трубы прижимаются к нагретой пластине в течение определенного периода времени.За этим следует фаза «выдержки тепла», когда давление снижается, чтобы просто удерживать концы труб на горячей пластине. Это дает время, чтобы тепло впиталось в материал на концах труб.
После фазы выдержки нагревательная плита снимается и концы труб соединяются. Время, необходимое для этого, называется «временем ожидания» и должно быть как можно короче. Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Установка станка
Перед выполнением любых сварных швов необходимо проверить плавность работы аппарата для стыковой сварки плавлением и настроить его в соответствии с материалами трубы, из которой сваривается.
- Выбор правильных зажимов или вставок, обеспечивающих затяжку всех креплений, чтобы уменьшить возможность перекоса из-за осевого движения.
- Правильная температура горячей плиты для свариваемого материала; это следует проверять с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут. Между сварными швами горячую плиту следует накрывать термостойким мешком, чтобы защитить ее от поверхностного загрязнения и предотвратить потерю тепла.
- Проверьте лезвия строгального станка, используемые для обрезки и квадратного сечения концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности строгального станка, чтобы избежать его соскальзывания при вращении.
- Проверьте все движущиеся части на предмет плавности работы и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.

Подготовка трубы
Перед сваркой необходимо правильно подготовить трубы. При измерении длины трубы следует сделать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в машине, необходимо проверить концы на неправильную форму, повреждения или вкрапления песка. Максимально допустимая глубина этого должна быть менее 10% от толщины стены. Поврежденную трубу или трубу с глубокими зазубринами следует выбросить. Любые незакрепленные загрязнения можно удалить, протерев концы труб безворсовой тканью как с внутренней, так и с внешней поверхностей.
После очистки трубы зажимаются в машине. Для облегчения выравнивания рекомендуется зажимать трубы таким образом, чтобы их штампованные отметки находились на одной линии. Это также поможет при идентификации позже, если потребуется.
Это также поможет при идентификации позже, если потребуется.
После надежной фиксации в зажимах концы трубы должны войти в контакт с вращающимся строгальным инструментом до тех пор, пока с каждого конца не будет обрезана непрерывная стружка. Процесс строгания гарантирует, что концы труб будут гладкими и квадратными, готовыми к фазе сварки. Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб.Затем следует проверить трубы на предмет совмещения и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Сварка
Перед сваркой необходимо записать время нагрева и охлаждения, а также давление плавления для конкретного диаметра трубы и записать для быстрого ознакомления во время цикла сварки. На некоторых машинах для удобства есть все соответствующие таблицы. Для точного отсчета времени должны быть доступны таймер или секундомер.
Термостойкий мешок следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Хорошей практикой является выполнение фиктивного сварного шва перед началом реальной сварки. Это необходимо для того, чтобы поверхность плиты, контактирующая с концами труб, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите конфорку между концами труб, убедившись, что она расположена правильно и перпендикулярно поверхности трубы. Придвиньте трубы к поверхности, приложив осевую силу. Усилие следует прикладывать плавно, следя за тем, чтобы не превышалось требуемое давление.Усилие необходимо удерживать надежно, чтобы вокруг трубы образовалась капля расплавленного материала.
Бортик должен быть ровным по окружности трубы с обеих сторон конфорки. Это фаза процесса.
Способы приложения силы зависят от типа оборудования. На некоторых типах машин сила будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом сила поддерживается стопорным винтом. На других типах оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
На других типах оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
По достижении требуемого валика давление снижается для фазы выдержки при нагревании. Трубы опираются на горячую плиту, что позволяет теплу проникать в материал, уменьшая возможность холодных сварных швов.
Это время будет варьироваться в зависимости от диаметра трубы и толщины стенки, поэтому следует использовать время, рекомендованное производителем.
Когда эта фаза завершена, поверхности труб отводятся от плиты как можно более плавно, чтобы гарантировать, что ни один из расплавленных шариков не прилипнет к поверхности, и плита будет удалена.Затем трубы собираются вместе настолько плавно и быстро, насколько это возможно, чтобы свести к минимуму возможность падения температуры, стараясь не превышать требуемое усилие.
Фаза сварки / охлаждения начинается после достижения необходимого усилия. Усилие сварки следует поддерживать на протяжении всего этого этапа, чтобы обеспечить максимальную прочность сварного шва
По истечении времени охлаждения давление можно снизить до нуля, а трубу снять с хомутов. Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Более подробную информацию о работе TWI с пластиковыми трубами можно найти здесь.
См. Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Основы сварки ХПВХ горячим воздухом
Сварка горячим воздухом — это метод соединения, в котором используется высокая температура для достижения плавления материала хлорированного поливинилхлорида (ХПВХ). Сдвинутые вместе в течение определенного времени при определенном давлении, этот метод позволяет поверхностным молекулам двух частей сцепляться, соединяя их вместе.
Сварка горячим воздухом является важным методом изготовления листов из ХПВХ, а также может использоваться для соединения труб и других геометрических форм, когда другие методы соединения не подходят.
Сварка горячим воздухом и цемент на основе растворителей
Хотя цемент на основе растворителя является предпочтительным методом соединения для систем из ХПВХ, он эффективен только при посадке с натягом — когда две части могут естественным образом прижаться друг к другу.
Чаще всего это происходит с трубами и фитингами.Поскольку фитинг слегка сужается, когда труба входит внутрь, он сильно контактирует со стенкой фитинга, удерживая две части вместе.
В этих условиях цемент на основе растворителя может размягчить две детали и использовать внутреннее давление стыка для создания прочного однородного соединения.
В ситуациях соединения, когда постоянное давление и контакт между двумя сторонами невозможны, рекомендуется сварка горячим воздухом. Хотя это очень универсальный метод соединения, он наиболее часто используется для соединения листов ХПВХ для:
- Листовое производство
- Футеровка резервуаров
- Скрубберы
- Выхлопные системы (e.грамм. кожухи вентилятора)
Ключевые факторы эффективности сварки горячим воздухом
В то время как цементация на основе растворителя — довольно простой процесс, которому можно научиться за короткий период времени, сварка требует дополнительных знаний и деталей для получения высококачественных соединений. Для надежной сварки горячим воздухом необходимо:
Для надежной сварки горячим воздухом необходимо:
1. Используйте качественное оборудование
Для получения стабильных результатов необходимо высококачественное оборудование для сварки горячим воздухом, поскольку эти инструменты могут обеспечить:
- Чистый, сухой воздух , не содержащий масел и влаги
- Постоянный воздушный поток при низком давлении и большом объеме.
- Оборудование для точного контроля температуры для поддержания заданной температуры термопласта.
2. Следуйте правильным инструкциям перед процессом сварки конструкций
Перед началом сварки изготовители должны внимательно:
Подготовьте материал. Сделайте фаску на концах прилегающих деталей в соответствии с рекомендуемой конфигурацией стыка в зависимости от типа стыка и наполнителя. После снятия фаски узел необходимо очистить от остатков.
Выберите сварочный стержень. Этот выбор зависит от конкретного материала и производителя. Например, для сварки горячим воздухом Corzan ® CPVC требуется использование сварочных стержней Corzan из CPVC. Более прочные соединения создаются за счет использования стержней меньшего диаметра с несколькими бортами, так как они уменьшают вероятность зазоров. После выбора убедитесь, что диаметр сварочного наконечника соответствует диаметру сварочного стержня.
Этот выбор зависит от конкретного материала и производителя. Например, для сварки горячим воздухом Corzan ® CPVC требуется использование сварочных стержней Corzan из CPVC. Более прочные соединения создаются за счет использования стержней меньшего диаметра с несколькими бортами, так как они уменьшают вероятность зазоров. После выбора убедитесь, что диаметр сварочного наконечника соответствует диаметру сварочного стержня.
Приварите шов прихватками. В зависимости от длины кривизны шва можно начать прихваточную сварку. Прихваточные швы — это прерывистые точечные сварные швы вдоль шва, которые удерживают материал на месте. Этот процесс помогает предотвратить скольжение, которое может произойти в процессе сварки конструкций.
3. Выбирайте опытных сварщиков или изготовителей с опытом
Во многих случаях сварка горячим воздухом настолько хороша, насколько хорош ее производитель. Подобно тому, как сварка стали требует обучения и навыков, опытные сварщики термопластов должны постоянно добиваться надежной сварки горячим воздухом. В противном случае неотъемлемые свойства CPVC и ожидаемая ценность жизненного цикла могут быть не полностью признаны.
В противном случае неотъемлемые свойства CPVC и ожидаемая ценность жизненного цикла могут быть не полностью признаны.
4. Рассмотрим процесс отжига
В процессе производства, обращения и сварки термопластические материалы могут подвергаться новым нагрузкам, которые со временем могут медленно нарушать работу системы. Чтобы учесть это, изготовленные детали можно медленно нагревать в печи для отжига в течение нескольких часов или более, а затем аналогичным образом постепенно охлаждать.
Хотя отжиг не всегда необходим или выполняется, он снижает любое внутреннее напряжение, которое могло возникнуть в процессе изготовления.
Подробнее о сварке горячим воздухом
Чтобы найти квалифицированного производителя или обсудить требования к вашей системе, наша группа специалистов по продукту и инженеров может назначить бесплатную консультацию. Они будут рады объединить вас со сварщиками в вашем районе и посоветовать наиболее эффективный подход к изготовлению системы.
Обратитесь к нашему руководству по сварке ХПВХ горячим воздухом, чтобы узнать больше об этой важной технике соединения.
Сварка растворителем
Что такое сварка растворителем?
Сварка растворителем — это процесс, при котором химическое вещество применяется к двум пластиковым поверхностям.
с идентичной или похожей молекулярной структурой, которая вызывает разрушение молекул на обеих поверхностях.Когда
две поверхности прижимаются друг к другу, и по мере испарения растворителя молекулы двух поверхностей преобразуются.
и связаны вместе. Это приводит к тому, что две поверхности связаны друг с другом на молекулярном уровне. Это очень
отличается от склеивания материалов, когда сам клей связывается с каждой поверхностью, поэтому у вас остается три
слои: первый материал, клей и второй материал.
Какие материалы можно сваривать растворителем?
Как приварить пластиковую трубу к фитингу с помощью растворителя?
Процесс сварки растворителем состоит из нескольких этапов:
1. Труба должна быть обрезана под квадрат, вся стружка должна быть удалена, а кромка должна быть скошена (зачищена).
Труба должна быть обрезана под квадрат, вся стружка должна быть удалена, а кромка должна быть скошена (зачищена).
на угол от 22,5 до 45 градусов. Благодаря этому острые кромки среза не действуют как лезвие ножа и
толкая весь цемент перед собой
2. Сухой тканью или бумажным полотенцем протрите патрубок и трубку, чтобы удалить грязь. Если труба старая, с помощью наждачной бумаги сделайте поверхность шероховатой и удалите отложения.
3. Протрите чистой бумажной тканью немного жидкости для чистки труб вокруг гнезда и
труба.ПОСЛЕ ЭТОГО НЕ ПЫТАЙТЕСЬ УСТАНОВИТЬ ТРУБУ В РОЗЕТКУ СУХОЙ, ПОСЛЕ ЭТОГО ОНИ ПРИКЛЮЧАЮТСЯ ВМЕСТЕ!
4. Измерьте глубину раструба и отметьте трубу тонким перманентным маркером.
ручка
5. Залить цемент в розетку и отложить (важно сделать розетку
во-первых, так как после покраски трубу не так просто положить). Затем нанесите цемент на трубу на глубину
розетки
6. Наденьте штуцер на трубу до упора, проверяя
что он дошел до отметки, сделанной вами на трубе
7. По возможности держите раструб вертикально, чтобы излишки цемента не стекали по
По возможности держите раструб вертикально, чтобы излишки цемента не стекали по
внутрь на другую сторону, сотрите все капли и излишки цемента вокруг стыка.
Видео: Как сварить трубу из ПВХ с помощью растворителя
Можно ли сваривать пластиковые трубы и фитинги без растворителя?
Сварка растворителем труб из ПВХ и АБС — это постоянный процесс, который нельзя отменить.
Советы по сварке труб из ПВХ и АБС растворителем
1. Надевайте нейлоновые перчатки, чтобы очиститель и цемент не повредили кожу.
2. Не надевайте виниловые перчатки, так как они растают вместе с очистителем и цементом.
3. Работайте в хорошо проветриваемом помещении, чтобы разбавить пары.
4. Дважды отмерьте, один раз отрежьте и зацементируйте.
5. Будьте особенно внимательны, чтобы нанести на АБС надлежащую маркировку, прежде чем сдвигать их вместе. Совместные наборы
Очень быстро.
6. ПВХ можно немного повернуть, чтобы полностью выровнять его в розетке, но АБС
не можешь.
7. Не перекручивайте трубу, когда вставляете ее в фитинг, так как это может привести к
утечки.
Склеивание труб из ПВХ? Следуйте этим 7 правилам и запретам
Фото: istockphoto.com
Труба из поливинилхлорида, обычно называемого ПВХ, используется в самых разных жилых помещениях, от водопроводных систем до множества крутых поделок (например, DIY стеллажи, органайзеры и даже мебель). Для соединения трубы с фитингом требуется специально разработанная грунтовка и цемент — не обычный клей, а химический растворитель, который плавит поверхность ПВХ, а затем быстро затвердевает, чтобы соединить части вместе.В результате получается воздухонепроницаемое и герметичное соединение, подобное тому, которое вы получаете при сварке металла.
Процесс включает нанесение грунтовки на внешнюю часть трубы и внутреннюю часть фитинга, которая очищает и подготавливает ПВХ. Примерно через 10 секунд нанесите цемент на те же участки, затем плотно вставьте трубу в фитинг и дайте цементу застыть.
Как бы просто это ни звучало, приклеивание трубы из ПВХ легко испортить, и если вы сделаете ошибку, пути назад уже не будет — вам придется вырезать трубу и начинать заново.Так что прислушайтесь к этому списку того, что можно и чего нельзя делать, чтобы обеспечить успех ваших проектов ПВХ.
НЕ используйте неправильный тип цемента.
На рынке представлены различные виды цементов (и грунтовок), разработанные для различных типов пластиковых трубопроводов. Внимательно читайте этикетки и обязательно выбирайте цемент, специально предназначенный для ПВХ. Имейте в виду, что один из видов трубного цемента, который вы можете увидеть на полке, предназначен для труб из ХПВХ (хлорированного поливинилхлорида), которые похожи по названию, но не подходят для замены . Популярные производители ПВХ-цемента включают Weld-On (просмотр на Amazon), Oatey (просмотр на Amazon), Gorilla (просмотр на Amazon) и другие.
Популярные производители ПВХ-цемента включают Weld-On (просмотр на Amazon), Oatey (просмотр на Amazon), Gorilla (просмотр на Amazon) и другие.
Фото: istockphoto.com
ДЕЛАЙТЕ сухую посадку.
Перед тем, как приклеить трубу из ПВХ, разложите все куски трубы и убедитесь, что при соединении они хорошо прилегают друг к другу и обрезаны до нужной длины. Затем пометьте и пронумеруйте соединения, если это необходимо, чтобы не склеить неправильные.
НЕ пренебрегайте предупреждениями о безопасности.
Грунтовка для ПВХ и цемент грязны при работе, поэтому производители рекомендуют избегать контакта с глазами и кожей. Перед началом работы снимите защитные очки (в идеале с боковыми щитками) и защитные перчатки. Вы можете накрыть рабочую поверхность брезентом или полотенцем, чтобы свести к минимуму трудности с очисткой в случае капель. Клей для труб из ПВХ — это химический растворитель, который может выводить вредные токсины, поэтому работайте в хорошо проветриваемом помещении.
Фото: istockphoto.com
НЕ оставляйте неровных краев.
После того, как вы разрежете ПВХ-трубу с помощью специального инструмента, называемого резаком для ПВХ-труб (см. Пример на Amazon), обязательно сгладьте все заусенцы на краях разрезаемой поверхности грубой наждачной бумагой или универсальным ножом. Прикрепленные слева заусенцы могут улавливать мусор, протекающий по трубам, вызывая засорение или снижая эффективность уплотнения.
ДЕЙСТВИТЕЛЬНО работают быстро.
После нанесения грунтовки у вас есть около 10 секунд до нанесения цемента.После этого вы сразу вставите трубу в фитинг. При склейке трубы ПВХ действовать быстро; если цемент высыхает до того, как вы будете готовы, нанесите его повторно.
Фото: istockphoto.com
DO скручивание для надежной посадки.
Закрутите трубу на четверть, вставляя ее в фитинг. Это позволит клею растекаться и плотнее прилегать. Крепко удерживайте трубу вместе с фитингом не менее 30 секунд; меньше, и труба может выскочить обратно.
Крепко удерживайте трубу вместе с фитингом не менее 30 секунд; меньше, и труба может выскочить обратно.
НЕОБХОДИМО дать достаточно времени для отверждения.
Подержав трубу на месте в течение 30 секунд, подождите не менее 20 минут перед дальнейшим обращением с ней, чтобы цемент мог схватиться должным образом. Обратитесь к инструкции продукта, чтобы узнать, как долго клей должен застыть, прежде чем вы сможете использовать его в своем проекте, обычно в течение 24 часов.
Как клеить трубу из ПВХ
Все стыки в трубопроводах из ПВХ, независимо от того, используются ли они для дренажа и вентиляции в водопроводе или как часть центральной вакуумной системы, буквально свариваются вместе с помощью химического растворителя.
Клей на основе растворителя, нанесенный на обе соединяемые детали, временно расплавляет тонкий слой ПВХ, который снова затвердевает через секунды после соединения деталей и образует бесшовное, водонепроницаемое, герметичное уплотнение.
Процесс прост, но не допускает ошибок — как только сварной шов затвердеет, единственный способ изменить его — отрезать. Вот как свести ошибки к минимуму.
Измерь и отрежь
Иллюстрация Гарри Бейтса
Чтобы гарантировать, что труба будет полностью вставлена в свои фитинги, измерьте расстояние между плечами фитингов на каждом конце трубы.
Перенесите полученное значение на трубу и сделайте прямой разрез ножовкой. Очистите внутреннюю часть разреза универсальным ножом.
Сухая посадка
Иллюстрация Гарри Бейтса
Соберите все, чтобы убедиться, что длина трубы правильная. На фитингах, таких как колена, положение имеет решающее значение, поэтому сделайте отметку с трубы на фитинге.
Prime
Иллюстрация Гарри Бейтса
Нанесите цементную грунтовку на внешнюю сторону трубы и внутреннюю часть фитинга, где они будут перекрывать друг друга. Праймер смягчает и очищает пластик.
Праймер смягчает и очищает пластик.
Клей
Иллюстрация Гарри Бейтса
Нанесите цемент на загрунтованные участки на внутренней стороне фитинга и на внешней стороне трубы.
Нажать и повернуть
Иллюстрация Гарри Бейтса
Вставьте трубу в фитинг, пока она не упрется в заплечик фитинга, затем поверните на ¼ дюйма, чтобы распределить клей и ускорить его отверждение.
Если вы прикрепляете фитинг, протолкните его, чтобы метки были слегка не совмещены, и поверните фитинг, чтобы совместить метки. Подержите 30 секунд, затем вытрите излишки цемента сухой тряпкой.
.